|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
강의 요약, 유아용 침대
재료 과학. 강의 노트: 간략하게, 가장 중요한
차례
LECTURE No. 1. 나무의 구조 1. 수종의 종류와 수목의 일부 성장하는 나무에는 뿌리, 줄기, 가지, 잎의 구성 요소가 있습니다. 나무의 뿌리 시스템은 토양에서 줄기와 가지를 통해 잎으로 수분과 영양분을 공급하는 역할을 합니다. 또한 뿌리는 나무를 똑바로 세우는 역할을 합니다. 가지를 통해 수분이 잎으로 들어가 광합성 과정이 발생합니다. 태양 복사 에너지가 공기에서 이산화탄소를 흡수하고 산소를 방출하여 유기 물질의 화학 결합 에너지로 변환됩니다. . 숲이 지구의 폐라고 불리는 것은 우연이 아닙니다. 잎의 광합성 산물은 가지를 통해 줄기와 뿌리와 같은 나머지 나무로 전달됩니다. 따라서 가지는 잎과 나무의 나머지 부분 사이에서 물질 교환이 일어나는 통로 역할을 합니다. 침엽수-소나무, 삼나무, 가문비 나무, 낙엽송-좁은 잎-바늘, 활엽수-넓은 잎. 일반적으로 낙엽수는 주로 온대 및 남부 위도에서 자라며 침엽수는 북부 위도에서 자랍니다. 종과 성장의 기후 조건에 따라 나무는 높이와 줄기 직경이 다릅니다. 그러나 그들은 세 가지 범주로 나뉩니다. 첫 번째는 20m 이상의 높이에 도달하는 첫 번째 크기의 나무를 포함합니다. 가문비나무, 삼나무, 낙엽송, 소나무, 자작나무, 아스펜, 린든, 참나무, 재, 단풍나무 등입니다. 열대와 아열대 지방에서는 개별 나무의 높이가 100m 이상에 이릅니다. 두 번째 범주에는 높이가 10-20m 인 두 번째 범주의 나무가 포함되며 특히 버드 나무, 오리 나무, 마가목 등입니다. 세 번째 범주는 높이가 7 인 세 번째 범주의 나무입니다 -10m 이들은 사과, 체리, 주니퍼 등입니다. 나무 줄기의 직경은 주로 6~100cm 이상이며 종, 나무의 나이 및 기후 성장 조건에 따라 다릅니다. 경우에 따라 나무 줄기의 직경은 참나무, 포플러 및 기타 종에서 3m를 초과할 수 있습니다. 나무는 가지를 제거한 후 나무 줄기를 잘라서 얻습니다. 이 경우 목재의 생산량은 나무 줄기 부피의 90% 이상입니다. 목재 가공의 초기 단계에서 트렁크의 가로 또는 끝 부분이 만들어집니다. 횡단면에서 다음이 구별됩니다. 외부에서 줄기를 덮고 외층으로 구성된 수피 - 껍질과 내층 - 인피 형성층 - 수피와 나무 사이의 눈에 보이지 않는 얇은 층 ( 나무가 자라는 동안 형성층의 살아있는 세포가 분열하고 이로 인해 나무가 두껍게 자랍니다.) 변재 - 나무의 생활 영역; 몸통의 코어에 인접하고 생리적 과정에 참여하지 않는 데드 중앙 영역인 코어; 중앙에 위치하고 직경이 2-5mm 이상인 느슨한 조직을 나타내는 코어 (나무의 종과 나이에 따라 다름). 러시아의 목재 산업에서 수확의 주요 대상은 나무 줄기이며 가지와 가지를 태우거나 장작으로 사용합니다. 캐나다, 스웨덴, 핀란드에서는 나무의 모든 구성 요소가 재활용되므로 목재 손실이 최소화되고 종이, 판지 및 기타 물건의 수율이 최대입니다. 2. 나무의 거시적 구조 나무 줄기의 단면을 사용하여 주요 거시적 기능을 설정할 수 있습니다. 변재, 심재, 연간 층, 수질 광선, 혈관, 수지 운하 및 수질 반복. 모든 종의 어린 나무에서 나무는 변재로만 구성됩니다. 그런 다음 성장함에 따라 코어 주변의 살아있는 요소가 사라지고 수분 전달 경로가 막히고 수지, 타닌, 염료와 같은 추출 물질이 점차 축적됩니다.일부 나무-소나무, 참나무, 사과 등- 트렁크의 중앙 영역은 어두운 색을 얻습니다. 그런 나무들을 소리. 다른 나무에서는 중앙부의 색과 줄기의 변재 색이 같다. 그들은 불려 비핵심. 커널 없는 트리는 두 그룹으로 나뉩니다. 잘 익은 나무 (린든, 전나무, 너도밤나무, 가문비나무), 몸통 중앙부의 습도가 주변부보다 낮고, 변재, 트렁크(자작나무, 단풍나무, 밤나무 등)의 단면에 걸쳐 수분 함량이 동일합니다. 또한, 변재의 질량은 나무의 나이가 증가함에 따라 상단에서 엉덩이로 감소합니다. 나무의 나이는 XNUMX년에 하나씩 자라는 연간 층의 수로 결정할 수 있습니다. 이 레이어는 트렁크의 단면에서 명확하게 볼 수 있습니다. 그들은 코어 주위에 동심원 층입니다. 또한 각 연륜은 내부 및 외부 층으로 구성됩니다. 내층은 봄과 초여름에 형성됩니다. 그것은이라고 초기 나무. 외층은 여름이 끝날 때 형성됩니다. 초기 목재는 후기 목재보다 밀도가 낮고 색상이 더 밝습니다. 연간 층의 너비는 여러 가지 이유에 따라 다릅니다. 첫째, 성장기의 기상 조건; 둘째, 나무의 성장 조건; 셋째, 품종에서. 나무의 단면에서 줄기 중앙에서 나무 껍질까지 뻗어 있는 코어 광선을 볼 수 있습니다. 활엽수에서 그들은 목재 부피의 최대 15 %, 침엽수에서 5-6 %를 차지하며 그 수가 많을수록 목재의 기계적 특성이 나빠집니다. 코어 광선의 너비는 수종에 따라 0,005~1,0mm입니다. 침엽수 목재는 수지를 생성하고 저장하는 세포를 포함한다는 점에서 활엽수 목재와 다릅니다. 이 셀은 수평 및 수직 수지 덕트로 그룹화됩니다. 수직 통로의 길이는 직경이 약 10mm인 80-0,1cm 범위이며 수평 수지 통로는 더 얇지만 300cm당 최대 1개까지 많이 있습니다. 2. 활엽수에는 뿌리에서 잎으로 물과 미네랄이 녹아있는 세포 시스템 형태의 혈관이 있습니다. 배는 평균 길이 10cm, 직경 0,02-0,5mm의 관 형태를 가지며 일부 종의 나무에서는 연층의 초기 영역에 집중됩니다. 그들은 환형이라고합니다. 다른 종의 나무에서는 혈관이 모든 연간 층에 분포되어 있습니다. 이 나무를 확산 혈관이라고합니다. 3. 침엽수 및 활엽수의 미세한 구조 침엽수는 일정한 미세구조를 가지고 있어 현미경과 화학적, 물리적 연구 방법을 통해 확인할 수 있으며, 침엽수는 비교적 규칙적인 구조와 단순성에서 활엽수와 다릅니다. 침엽수 나무의 구조에는 소위 초기 및 후기 기관이 포함됩니다. 연구에 의해 확립된 바와 같이, 초기 기관은 나무의 뿌리에서 나오는 미네랄이 용해된 물의 전도체 역할을 합니다. Tracheids는 끝이 비스듬한 강하게 길쭉한 섬유 형태입니다. 연구에 따르면 성장하는 나무에서 마지막 연간 층에만 살아있는 tracheids가 포함되어 있고 나머지는 죽은 요소입니다. 연구 결과, 핵심 광선은 실질 세포에 의해 형성되며, 이를 따라 예비 영양소와 그 용액이 몸통을 가로질러 이동합니다. 동일한 실질 세포가 수직 및 수평 수지 덕트의 형성에 관여합니다. XNUMX년생 층의 후기 지역에서 발견되는 침엽수림의 수직 수지 운하는 살아있는 세포와 죽은 세포의 XNUMX층으로 형성됩니다. 골수선에서 수평 수지관이 발견되었습니다. V. E. Vikhrov 교수의 연구 결과에 따르면 소나무는 다음과 같은 미세한 구조를 가지고 있습니다. 1) 단면; 2) 방사상 절개; 3) 접선 절단.  쌀. 1. 나무 줄기의 단면: P - 가로, R - 방사형, T - 접선 연구에 의해 확립된 바와 같이 활엽수의 미세구조는 침엽수에 비해 더 복잡한 구조를 가지고 있습니다. 활엽수에서 혈관 및 섬유성 기관은 미네랄이 용해된 물의 전도체 역할을 합니다. 다른 나무 그릇에서도 동일한 기능이 수행됩니다. 기계적 기능은 libriform fiber와 fibrous tracheids에 의해 수행됩니다. 이 용기는 넓은 공동과 얇은 벽을 가진 개별 셀로 구성된 긴 수직 튜브 형태이며 용기는 활엽수 전체 부피의 12~55%를 차지합니다. 견목의 부피의 가장 큰 부분은 주요 기계 직물로 libriform 섬유로 구성됩니다. Libriform 섬유는 끝이 뾰족하고 구멍이 좁고 슬릿 같은 구멍이 있는 강력한 벽이 있는 길쭉한 세포입니다. libriform 섬유와 같은 섬유 기관은 두꺼운 벽과 작은 공동을 가지고 있습니다. 또한, 낙엽수의 핵심 광선은 실질 세포의 주요 부분을 결합하고 이러한 광선의 부피는 28-32%에 도달할 수 있음을 발견했습니다(이 수치는 오크에 적용됨). 4. 목재의 화학적 조성 목재의 화학적 조성은 부분적으로 목재의 상태에 따라 달라집니다. 갓 자른 나무의 나무에는 많은 물이 포함되어 있습니다. 그러나 완전히 건조한 상태에서 목재는 유기물로 구성되어 있고 무기질 부분은 0,2~1,7%에 불과합니다. 목재 연소 중에 무기 부분은 칼륨, 나트륨, 마그네슘, 칼슘 및 소량의 인 및 기타 원소를 포함하는 재의 형태로 남아 있습니다. 모든 종의 나무의 유기적 부분은 거의 동일한 원소 구성을 가지고 있습니다. 절대적으로 건조한 목재는 평균적으로 탄소 49-50%, 산소 43-44%, 수소 약 6% 및 질소 0,1-0,3%를 포함합니다. 리그닌, 셀룰로오스, 헤미셀룰로오스, 추출 물질(수지, 검, 지방, 탄닌, 펙틴 등)은 목재의 유기 부분을 구성합니다. 헤미셀룰로오스에는 펜토산과 젠소산이 포함되어 있습니다. 침엽수 종은 유기 부분에 더 많은 셀룰로오스를 가지고 있는 반면, 낙엽 종은 더 많은 펜토산을 가지고 있습니다. 셀룰로오스는 식물 세포벽의 주성분이며 식물 조직의 기계적 강도와 탄력성을 제공합니다. 화학적 화합물로서 셀룰로오스는 다가 알코올입니다. 셀룰로오스가 산으로 처리되면 필름, 바니시, 플라스틱 등의 생산에 사용되는 에테르 및 에스테르의 형성으로 가수 분해됩니다. 또한 셀룰로오스의 가수 분해 중에 에틸 알코올이 생성되는 당이 형성됩니다 발효에 의해 얻어진다. 목재 셀룰로오스는 종이 생산을 위한 귀중한 원료입니다. 목재의 유기 부분인 헤미셀룰로스의 또 다른 구성 요소는 세포벽의 일부인 고등 식물의 다당류입니다. 셀룰로오스를 가공하는 과정에서 황갈색의 무정형 고분자 물질 인 리그닌을 얻습니다. 가장 많은 양의 리그닌(최대 50%)은 침엽수 목재를 가공하는 동안 형성되며 활엽수로부터의 수율은 20-30%입니다. 최대 550 ° C의 온도에서 공기가없는 건조 증류 - 목탄, 액체 및 기체 제품의 열분해 중에 매우 귀중한 제품을 얻습니다. 목탄은 비철금속 제련, 전극, 의약품 생산, 하수 처리용 흡착제, 산업 폐기물 및 기타 용도로 사용됩니다. 가솔린 산화 방지제, 방부제-크레오소트, 플라스틱 생산용 페놀 등과 같은 귀중한 제품은 액체에서 얻습니다. 침엽수 나무의 유기 부분에는 테르펜과 수지 산을 포함하는 수지가 있습니다. 테르펜은 테레빈유 생산의 주요 원료입니다. 침엽수에서 분비되는 수지는 송진 생산의 원료가 됩니다. 목재 가공 과정에서 가죽 드레싱-태닝에 사용되는 탄닌을 포함한 추출 물질을 얻습니다. 탄닌의 주요 부분은 탄닌으로, 가공시 단백질 물질과 상호 작용하여 불용성 화합물을 형성하는 다가 페놀의 유도체입니다. 결과적으로 피부는 탄력, 부패에 대한 저항력을 얻고 물에서 부풀어 오르지 않습니다. 강의 2. 목재 결함의 유형 1. 매듭, 균열 목재 결함 - 이것들은 트렁크 구조의 규범에서 벗어난 것, 신체 상태의 모든 위반입니다. 결함에는 매듭, 균열, 줄기 모양의 결함, 목재 구조, 화학적 얼룩, 곰팡이 감염, 생물학적 및 기계적 손상, 가공 결함 및 뒤틀림이 포함됩니다. 가장 흔한 악덕은 매듭 - 줄기의 나무에 존재하는 가지의 기부. 나무를 자르면 표면에 다양한 모양과 종류의 옹이가 드러난다. 나무 표면의 절개 형태에 따라 원형, 타원형, 장방형의 옹이를 볼 수 있으며, 목재와의 상호성장 정도에 따라 내재형, 부분내재재 및 비내재재, 낙하재로도 세분된다 밖으로. 나무를 보드로 절단할 때 매듭은 다른 위치를 가질 수 있습니다. 플라스틱, 가장자리, 리브, 스티치 - 매듭의 길이 방향 단면의 경우, 그 일부가 보드의 같은면의 두 가장자리에 동시에 가고 끝 - 매듭이 보드의 끝에 있을 때. 목재의 매듭의 상호 배열에 따라 다음과 같이 나뉩니다. 뿔뿔이 흩어진 - 단독 또는 상당한 거리에서 서로 분리되어 있으며 그룹화 및 분기됩니다. 현재 매듭 몸체 자체의 나무, 그들은 다음과 같이 나뉩니다 : 썩은 나무가 완전히 또는 부분적으로 녹슨 갈색 또는 희끄무레 한 덩어리로 대체 된 밝은 건강, 어두운 건강, 균열이있는 건강, 썩은, 썩은 및 "담배" . 나무에 매듭이 있으면 강도가 감소하고 가공 및 접착이 어렵고 품질이 저하됩니다 (특히 많은 수와 직경의 경우). 결합되지 않고 썩은 옹이는 목재의 품질을 크게 떨어뜨리며 경우에 따라 목재를 제품(예: 판자) 제조에 적합하지 않게 만듭니다. 다른 유형의 목재 결함은 균열, 나뭇결을 따라 나무를 찢을 때 형성됩니다. 성장하고 쓰러진 나무에 균열이 나타납니다. 첫 번째는 메틱, 필링 및 서리가 포함되고 두 번째는 수축 균열입니다. 나무 줄기의 코어를 관통하는 메틱 크랙은 가장 큰 범위를 가지며 수확된 목재가 건조되면 그 크기가 커집니다. 둥근 목재 블랭크에서 이러한 균열은 일반적으로 끝 부분, 목재 또는 부품의 끝 부분과 측면에서 발생합니다. 목재가 연층을 따라 층화될 때 박리 균열이 형성되며 일반적으로 중간층 목재에서 대층 목재로의 급격한 전환의 경계에서 형성되며 모든 종의 나무에서 발견됩니다. 목재가 건조되는 동안 박리 균열이 증가합니다. 내부 응력의 영향으로 목재를 건조할 때, 수축 균열. 이 유형의 균열은 길이와 깊이가 더 작다는 점에서 다른 균열(metic 및 frost crack)과 다릅니다. 보드에서 균열은 면, 가장자리 또는 끝으로 갈 수 있습니다. 따라서 시트, 가장자리 및 끝이라고합니다. 특히 균열을 통한 균열은 목재 재료의 무결성을 침해하고 기계적 강도를 감소시킵니다. 2. 몸통 모양의 결함 모든 종의 목재 가공은 트렁크 모양의 결함으로 인해 매우 복잡합니다. 테이퍼, 타원형, 파생물, 곡률 및 수염. 탈출하다 어소트먼트 길이 1m 당 1cm에 해당하는 정상 유출을 초과하는 통나무 직경 또는 가장자리가없는 보드 너비의 감소로 표현됩니다. 일반적으로 활엽수, 특히 열린 곳에서 자란 나무와 줄기 길이를 따라 윗부분에서 더 큽니다. 이러한 유형의 트렁크 모양 결함은 원형 목재를 톱질하고 박리할 때 폐기물의 양을 증가시키고 베니어에서 섬유의 방사형 경사를 나타냅니다. 난형 몸통은 끝단의 단면이 타원형으로 큰 지름이 작은 지름보다 1,5배 이상 큽니다. 다양한 모양과 크기의 트렁크가 국부적으로 두꺼워지는 형태의 성장은 목재 가공을 복잡하게 만듭니다. 성장 화재, 기계적 손상 및 기타 이유로 곰팡이, 저온 또는 고온 등 다양한 자극제의 영향으로 조직 성장의 결과로 형성됩니다. 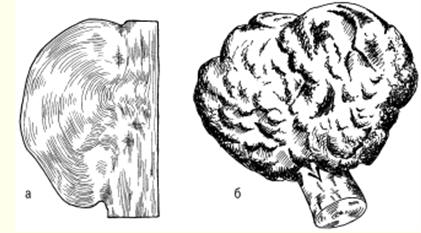 쌀. 2. 성장: a) 매끄럽고 b) 울퉁불퉁 부드러운 파생물(그림 2a)은 종종 소나무와 자작나무 줄기에 나타납니다. 성장 장소의 연간 층은 일반적으로 트렁크보다 넓습니다. 구릉의 파생물 또는 벌(burls)(그림 2b)은 주로 자작나무, 호두, 단풍나무, 블랙 알더, 애쉬, 너도밤나무, 포플러 등의 줄기에 형성됩니다. 벌 영역의 목재는 물결 모양의 불규칙한 구조를 가지고 있습니다. - 작은 반점, 대시 및 점 형태의 섬유 및 어두운 색 내포물의 물결 모양 방향. 컷에서 캡은 아름다운 질감을 가지므로 예술 공예품 및 슬라이스 베니어 제작의 재료로 사용됩니다. 그의 트렁크와 같은 결함 곡률, 또한 원목을 사용하기 어렵게 만들고 톱질 낭비를 증가시킵니다. 트렁크의 곡률은 직선에서 세로축의 편차이며 하나의 굽힘과 복잡함-두 개 이상의 굽힘이있을 수 있습니다. 종종 다음과 같은 몸통의 기형이 있습니다. 엉덩이, 이것은 둥근 목재의 맞대기 지름의 급격한 증가로 표현됩니다. 즉, 맞대기 끝의 지름이 이 끝에서 1,2m 떨어진 곳의 지름보다 XNUMX배 큰 경우입니다. 목재를 톱질하고 껍질을 벗길 때 이러한 결함이 있으면 폐기물 양이 증가하고 또한 베니어판에서 섬유의 방사형 경사가 나타납니다. 맞대기는 또한 의도한 목적을 위해 원목을 사용하는 것을 복잡하게 만들고 목재 가공을 복잡하게 만듭니다. 3. 목재 구조의 결함 목재를 가공할 때 트렁크의 잘못된 구조와 관련된 목재 구조의 결함이 종종 있습니다. 다음 유형이 있습니다 나무 구조의 결함: 1) 비스듬한, 또는 줄기의 세로축으로부터 섬유의 편차인 섬유의 기울기; 2) 롤 - 늦은 연간 층의 목재가 예리하게 두꺼워지는 형태로 단단하거나 국부적입니다. 3) 털실 -목재 섬유의 날카로운 물결 모양 또는 혼란스러운 배열 (이러한 결함이있는 목재 블랭크는 예술품, 가구, 도끼 손잡이 및 다양한 수공예품 제조에 사용됨) 4) 곱슬 곱슬하다 - 옹이 또는 새싹 근처의 연간 층의 국부 곡률(이러한 결함이 있는 목재는 가구 생산 및 예술 공예품에 사용됨); 5) 수지 주머니. 그들은 침엽수, 특히 가문비 나무에서 발견되며 수지로 채워진 연간 층 사이의 공동입니다. 6) 투구 - 수지가 풍부하게 함침된 침엽수 부분; 7) 이중 코어 - 트렁크의 분기점에 형성된 통나무의 한 단면에 두 개의 코어; 8) 의붓아들 - 일반적으로 예각에 위치한 기절 및 죽은 두 번째 피크; 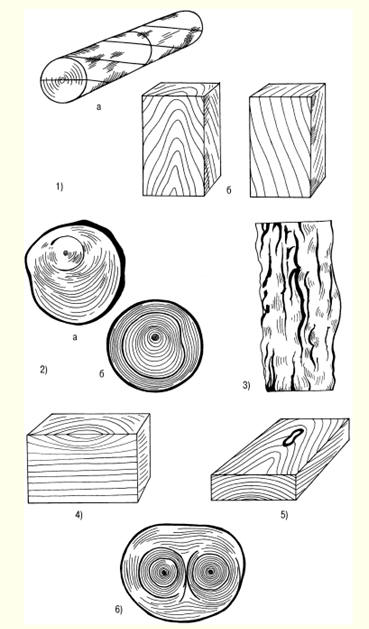
쌀. 3. 목재 구조의 결함: 1 - 다양한 섬유 경사: a - 둥근 목재의 접선 경사; b - 로컬; 2 - 롤: a - 고체; b - 로컬; 3 - 자작나무의 섬유질 필러스; 4 - 일방적 컬; 5 - 주머니; 6 - 소나무 줄기의 이중 코어; 7 - 의붓 아들; 8 - 건조한 쪽; 9 - 소나무 암; 10 - prorost : a - 열림; b - 폐쇄; 11 - 거짓 코어: a - 반올림; b - 별 모양; c-블레이드 9) 건조함. 줄기의 죽은 부분의 형태로 성장하는 나무의 껍질이 손상된 결과 발생합니다. 10) 프로스트. 그것은 일반적으로 나무 껍질과 죽은 조직의 잔해로 채워진 자란 상처입니다. 11) 암, 이것은 나무의 구조와 줄기의 모양을 변화시키면서 기생 균류와 박테리아의 활동의 결과로 나무의 표면에 발생하는 나무의 상처입니다. 12) 거짓 코어, 실제 심재와 비슷하지만 더 이질적인 구조와 덜 규칙적인 모양이 다르며, 트렁크 중앙 부분에서 어둡고 불균일한 색상 영역으로 눈에 띄며, 어둡고 때로는 밝은 줄무늬에 의해 변재와 분리되어 있습니다. 곰팡이의 영향, 심한 서리, 상처에 대한 반응 및 기타 이유로 거짓 코어의 목재가 더 부서지기 쉽고 내구성이 떨어지며 일반적으로 외관이 더 나빠집니다. 13) 내부 변재 - 변재와 색상 및 특성이 유사하고 부패에 대한 저항이 감소하고 액체에 대한 투과성이 증가하는 심재에 여러 개의 연간 층이 존재합니다. 14) 대수층 - 박테리아, 곰팡이, 상처를 통한 빗물의 침투 또는 습기로 토양의 과포화로 인한 습도가 높은 지역 형태의 목재 결함. 4. 곰팡이 병변 나무를 자를 때 어떤 경우에는 버섯 소리 반점 - 나무를 더럽히거나 나무를 파괴하는 균류의 영향으로 자라는 나무에서 형성되는 낟알의 비정상적으로 착색된 부분. 벌목된 목재에서는 이 결함의 추가 발달이 멈춥니다. 곰팡이 심장 반점은 갈색, 적회색 또는 회색 보라색의 다양한 크기와 모양의 반점 형태로 끝 부분에서 관찰됩니다. 이 결함은 충격 강도 감소, 수분 흡수 및 투수성 증가, 생체 안정성 및 목재 외관 저하를 유발합니다. 정하중에서의 강도면에서 거의 변하지 않으며 영향을받는 목재의 구조가 보존됩니다. 목재를 원변재에 보관할 때 곰팡이가 자주 나타납니다. 나무 표면에 곰팡이 균의 균사체 및 자실체가 개별 반점 형태 또는 연속 코팅 형태로 나타나며 목재는 다양한 색상으로 착색됩니다. 곰팡이는 기계적 물성에 영향을 미치지 않지만 목재의 외관을 악화시키며 건조 후 쉽게 제거되어 더럽고 착색된 반점이 남습니다. 벌목된 목재에서 종종 형성됨 변재 버섯 얼룩 - 부패를 일으키지 않는 목재 파괴 균류의 영향으로 비정상적으로 착색된 변재 부위. 변재 버섯 얼룩은 목재의 기계적 성질에는 영향을 미치지 않지만 외관을 악화시키고 내수성을 증가시킵니다. 색상별로 파란색은 변재의 주황색, 노란색, 분홍색 및 갈색 색상의 형태로 파란색 또는 녹색 색조와 유색 변재 반점이있는 회색 변재 형태로 구별됩니다. 변재를 더럽히는 곰팡이는 접착제와 페인트를 공격할 수 있습니다. 따뜻한 계절에 저장하는 동안 벌채 된 목재에서 곰팡이의 참여 여부에 관계없이 생화학 적 과정의 발달로 인해 다음과 같은 결함이 발생합니다. 브라우닝. 나무의 갈변은 다양한 색조의 갈색 활엽수의 비정상적으로 착색된 부분의 형태로 나타납니다. 갈변은 끝 부분에서 다양한 크기와 모양의 반점 형태로, 측면 표면에서 길쭉한 반점, 줄무늬 또는 변재에 대한 지속적인 손상의 형태로 관찰되는 반면 목재의 외관은 악화되고 강도와 경도가 약간 감소합니다. 감소하다. 목재의 갈변을 방지하기 위해 목재의 찜을 실시합니다. 나무에 큰 피해 썩음, 곰팡이의 영향으로 형성됩니다. 부패는 병변의 색상과 구조로 구별됩니다-잡색의 체, 흰색 섬유질; 또한 유형별로-변재, 소리 및 외부 썩음. 썩은 나무는 다양한 나무 구조물에 곰팡이 감염의 원인이 됩니다. 썩음 점차적으로 발전하고 세 단계가 있습니다. 처음에는 나무의 색만 바뀝니다. 두 번째로 목재는 썩음의 영향으로 구조와 경도를 부분적으로 변경합니다. 세 번째는 목재의 강도와 경도를 완전히 잃으며, 부패의 진행 단계와 병변의 크기에 따라 목재의 품질이 크게 떨어질 수 있습니다. 5. 화학적 얼룩, 생물학적 손상 및 뒤틀림 목재 가공 과정에서 목재의 화학적 착색과 같은 현상이 종종 발생합니다. 즉, 화학적 및 생화학적 공정으로 인해 벌목된 목재의 비정상적으로 착색된 부분이 있습니다. 대부분의 경우 탄닌의 산화와 관련이 있습니다. 일반적으로 이러한 영역은 1-5mm 깊이의 목재 표면층에 있습니다. 목재 가공의 관행에서 알 수 있듯이 화학적 착색은 색상과 광택만 변하는 반면 목재의 다른 특성은 변하지 않습니다. 강렬한 자연 착색으로 나무의 외관이 저하되지만 건조되면 화학적 착색이 점차 사라집니다. 갓 자른 목재의 보관 기술을 위반하는 경우 목재가 노출됩니다. 생물학적 손상 웜홀 형태 - 곤충과 그 유충 (딱정벌레, 나비, 흰개미 등)이 나무로 만든 통로와 구멍. 이 곤충의 최적 조건은 + 18-20 ° C의 온도와 60-80%의 상대 습도입니다. 웜홀은 침투 깊이가 다양합니다: 표면(깊이 3mm 이하), 얕은(둥근 목재에서 5mm 이하, 목재에서 5mm 이하) 깊이. 동시에 비관통 및 관통, 즉 보드의 반대쪽 두 면을 마주할 수 있습니다. 표면 웜홀은 목재의 기계적 특성에 영향을 미치지 않는 반면 얕고 깊은 웜홀은 목재의 무결성을 침해하고 기계적 특성을 감소시킵니다. 기술 위반으로 장기간 보관하는 동안 가구 및 집 분쇄기, 집 수염, 흰개미와 같은 마른 나무에서도 발생할 수 있는 집 해충으로 인해 나무에 소위 썩은 웜홀이 형성될 수 있습니다. 이 경우 깊은 통로의 수가 많고 그 안의 나무는 드릴 가루 함량이 높은 썩은 덩어리로 변합니다. 수축의 이방성(목재의 팽윤 및 내부 응력)의 결과로 기계 가공 중 건조 또는 가습 시 다음과 같은 현상이 종종 관찰됩니다. 경사 구색 형태의 변화 형태로. 제재목의 뒤틀림은 다양한 유형이 될 수 있습니다. 면을 따라 세로로, 복잡하게, 가장자리를 따라 세로로, 가로로, 날개처럼(날개 모양)(그림 4). 뒤틀림의 특성은 통나무에서 톱질하는 것에 달려 있습니다. 뒤틀림은 목재 및 목재 제품의 품질을 저하시키고 가공 및 절단을 복잡하게 하며 폐기물의 양을 증가시키며 일반적으로 목재 사용을 어렵게 만듭니다.  쌀. 4. 뒤틀림 유형: a - 전면 가로; b - 얼굴을 따라 세로 방향; c-날개 뒤틀림 현상은 자작 나무를 가공하여 얻은 목재에서 가장 자주 관찰됩니다. 6. 이물질, 기계적 손상 및 가공 불량 경우에 따라 목재 가공 중에 목재가 아닌 이물질 형태의 이물질이 발견됩니다. 못, 철사, 금속 조각 또는 돌. 이러한 결함의 외부 징후는 나무 껍질의 국부적 팽창 및 주름, 움푹 들어간 곳, 구멍 일 수 있습니다. 이러한 내포물은 목재의 기계적 가공을 복잡하게 만들고 밀링 커터, 원형 톱 커터 등과 같은 절삭 공구를 손상시키는 경우가 많습니다. 기계적 손상 및 가공 결함은 특성과 원인이 다를 수 있습니다. 때로는 탄 나무가 있습니다. 나무의 탄화는 화재로 인해 나무가 훼손되어 형태가 변형되어 사용하기 어렵고 나무가 손실되는 결과입니다. 카라 - 탭핑 시 몸통이 손상되어 목재가 수지화되는 현상입니다. Obzol 통나무 옆면의 일부로서 가장자리가 있는 판자나 그 일부에 보존되어 판자의 실제 폭이 줄어들어 사용이 어렵게 되는 현상을 말한다. 절단 도구로 나무를 가공할 때, 위험 표면에 물결 - 목재의 원통형 밀링으로 인한 아치형 융기 및 함몰 형태의 평평하지 않은 절단 또는 불규칙. 품질이 좋지 않은 목재 가공은 불완전하게 분리된 섬유 및 이끼의 존재 형태로 표면 털이 나타납니다. 불완전하게 분리된 섬유 다발과 작은 목재 입자가 존재합니다. 자루 - 도끼로 목재 표면에 국부적 손상. 깊은 상처 - 절단 도구(톱)에 의한 목재 표면의 국부적 손상. 목재를 수확하고 가공하는 과정에서 플레이크 - 둥근 목재 끝에서 연장되는 측면 균열. 유사한 작업에서 종종 다음을 얻습니다. 탈주 - 도구나 기계 장치에 노출되었을 때 목재가 국부적으로 제거되어 표면이 고르지 않은 오목한 곳. 섬유에 대해 절단 도구로 목재를 가공할 때 다양한 기계적 그립이 관찰되는 경우가 많습니다. 찌그러짐 - 목재의 국부적 파쇄의 결과로 형성된 표면의 함몰 및 스크래치 - 좁은 긴 홈 형태의 표면 손상. 결과적으로 도구의 절삭 날의 함몰이 형성됩니다. 가리비 - 처리된 표면 위로 돌출된 좁은 스트립 형태의 처리되지 않은 표면 영역. 목재 표면을 샌딩할 때 때때로 다음과 같은 결함이 있습니다. 연마 - 처리된 표면 아래의 목재 부분 제거. 목재 가공 과정에서 절삭 공구의 마찰이 증가함에 따라 다음과 같은 결함이 종종 발생합니다. 화상 처리 된 표면의 어두운 영역 형태의 목재. 위의 목재 결함은 가공 품질을 저하시키고 재료 또는 전체 제품의 접합, 마무리 및 축성에 영향을 미치며 경우에 따라 외관을 악화시키고 목재의 무결성을 위반하며 기계적 강도를 악화시키고 사용을 어렵게 만듭니다. 강의 3. 수종 1. 수종의 핵심 "목재 핸드북"을 기반으로 A. M. 보로비코바 и B.N. 우골레바 품종의 결정자가 만들어집니다. 1. 나무 종의 그룹: 1) 연간 층은 모든 목재 절단에서 명확하게 볼 수 있습니다. 코어 광선은 보이지 않습니다. 선박이 없습니다. 일부 종의 목재에는 수지 통로(침엽수)가 있습니다. 2) 초기 및 후기 목재의 구조 차이로 인해 연간 층이 명확하게 보입니다. 연간 층의 초기 영역에서 큰 혈관은 육안으로 명확하게 볼 수있는 연속적인 구멍 고리를 형성합니다. 연간 층의 후반부는 조밀 한 구조이며 작은 혈관 만 있습니다. 작은 혈관과 실질 세포는 방사형 줄무늬, 연간 층의 경계를 따라 흐르는 물결 모양의 선, 개별 대시 또는 점의 형태로 패턴을 형성합니다. 대부분의 품종은 수질 광선을 보입니다. 3) 대부분의 품종에서 연간 층이 잘 보이지 않습니다. 횡단면의 혈관은 육안으로는 전혀 보이지 않거나 보이더라도 연속적인 고리를 형성하지 않고 연층 전체에 고르게 흩어져 있으며 연층의 후기 영역에는 패턴이 없습니다. 일부 품종에서는 코어 광선이 보입니다-흩어진 혈관 활엽수; 2. 수종: 1) 침엽수: a) 수지관은 상당히 크고 많다. 연간 레이어는 모든 섹션에서 명확하게 볼 수 있습니다. 코어는 분홍색에서 갈색을 띤 빨간색까지 색상이 있습니다. 변재는 폭이 넓고 황색에서 옅은 분홍색(스카치 파인)까지의 색을 띠고 있습니다. 또한 나머지 침엽수에 대해서도 유사합니다. 2) 환형 활엽수: a) 수질 광선은 넓고 모든 절단에서 명확하게 보입니다. 심재는 암갈색 또는 황갈색이다. 변재는 좁고 색은 연한 노란색이다. 연간 레이어는 모든 섹션에서 명확하게 볼 수 있습니다. 늦은 나무의 단면에 작은 용기의 밝은 방사형 불꽃 모양의 줄무늬가 보입니다. 나무는 단단합니다. 또한 다른 품종도 마찬가지입니다. 3) 흩어져 있는 관다발 활엽수: a) 연간 레이어는 모든 섹션에서 잘 보이지 않습니다. 나무는 황색 또는 분홍빛이 도는 색조가 있는 흰색입니다. 방사형 단면에서 코어 광선은 좁고 짧은 반짝이는 어두운 반점의 형태로 볼 수 있습니다. 종종 적갈색의 점이나 대시처럼 보이는 핵심 반복이 있습니다. 나무는 상당히 단단하고 무겁습니다(자작나무). b) 나무는 약간 분홍색이 가미된 흰색입니다. 연간 레이어는 거의 볼 수 없습니다. 나무는 가볍고 부드럽습니다(잎이 작은 린든). c) 방사형 단면의 수질 광선의 높이는 약 0,5mm입니다. 연간 레이어는 모든 섹션에서 명확하게 보이지 않지만 무엇보다도 가로 레이어에서 볼 수 있습니다. 방사형 섹션의 코어 광선은 특징적인 잔물결과 강한 광채를 생성합니다. 나무는 황색 또는 분홍빛을 띤 흰색이며 단단하고 무겁습니다 (핵 단풍 나무). d) 핵이 없다. 나무는 약간의 녹색 색조가 있는 흰색입니다. 때로는 결함이 있습니다 - 갈색 색상의 거짓 코어. 연간 레이어는 모든 섹션에서 볼 수 있습니다. 노란색 줄무늬 형태의 핵심 반복이 있습니다. 목재는 가볍고 부드럽습니다(아스펜). 수종 가이드를 사용하여 나무의 종류를 결정할 수 있습니다. 2. 주요 침엽수 침엽수에는 가문비나무, 소나무, 낙엽송, 전나무, 삼나무, 주목, 주니퍼가 포함되지만 관목 형태로 자랍니다. 에일 - 핵이 없는 품종으로 나무는 흰색에 약간의 황색 또는 분홍색 색조를 띤다. 레진 통로가 있지만 레진이 적습니다. 강도, 밀도 및 부식 저항성 측면에서 소나무보다 약간 열등합니다. 연간 층이 명확하게 보이며 가장 일반적인 것은 일반 및 시베리아의 두 가지 유형의 가문비 나무입니다. 첫 번째는 러시아의 유럽 지역에서 자라고 두 번째는 Urals에서 Primorye까지 자랍니다. 가문비 나무는 펄프 생산의 주요 원료입니다. 구조의 균일성과 공명하는 능력은 악기 제작에 없어서는 안 될 요소입니다. 가문비 나무 껍질에서 가죽 산업을 위해 타닌을 얻습니다. 소나무 - 수지 통로가 있는 사운드 록. 그것은 약간 분홍색의 심재를 가지고 있으며 시간이 지남에 따라 적갈색으로 변하고 넓은 황백색의 변재가 있습니다. 연간 레이어는 이른, 밝은 곳에서 늦은 밤, 어두운 곳으로의 급격한 전환으로 모든 섹션에서 명확하게 볼 수 있습니다. 소나무는 평균 밀도, 충분히 높은 강도 및 부패 저항성을 가지며 잘 가공됩니다. 소나무는 건설, 건축 부품 및 가구 생산, 철도 운송(승용차 및 화물차), 광산 작업 고정 등에 사용되는 다양한 부품 제조에 사용됩니다. 또한 소나무는 또한 셀룰로오스, 마분지 및 섬유판, 사료 효모를 얻기 위한 원료로 사용됨; 수지를 추출하고 바늘에서 생물학적 활성 물질을 얻습니다. 낙엽송 러시아에서는 침엽수림의 절반 이상을 차지하여 건축, 가구 생산, 펄프 및 제지, 가수분해 산업 등에 널리 사용되었습니다. 낙엽송은 강하고 탄력 있는 목재로 수지가 많이 함유되어 있습니다. 심재는 적갈색이고 변재는 흰색 또는 약간 황색을 띤다. 연륜이 명확하게 보이며 초기 목재와 후기 목재 사이의 명확한 경계가 있습니다. 낙엽송은 약간 결절이 있고 밀도가 높고 강도가 높으며 부패에 강합니다. 시베리아에서는 개인 주택이 수년 동안 지속되는 낙엽송 통나무 (통나무 집이 만들어짐)를 사용하여 지어졌습니다. 전나무 - 침엽수 종 중에서 가장 가볍고 부드럽습니다. 그것은 주로 러시아의 유럽 지역의 북동쪽과 우랄에서 극동 및 코카서스 지역에서 자랍니다. 여러 면에서 가문비나무처럼 보이지만 수지 통로가 없습니다. 시더 러시아, 특히 시베리아의 넓은 지역을 차지합니다. 최대 800년을 살며 높이 30m, 몸통 지름은 최대 2m에 달하며 삼나무는 가볍고 부드러우며 질감과 색상이 아름답습니다. 갈색 분홍색 코어와 흰색 분홍색 변재가 있습니다. 가공하기 쉽고 부식에 강합니다. 건설에 널리 사용됩니다. 잣은 삼나무 기름, 테레빈 유, 약용 발삼의 주요 공급원입니다. 주니퍼 좁은 변재를 가진 갈색의 조밀한 소리 바위인 관목의 형태로 자랍니다. 크기가 작기 때문에 작은 선삭 및 조각 제품 제조에 소량으로 사용됩니다. 3. 기본 활엽수 자작 나무는 다른 종보다 러시아 숲에서 더 흔합니다. 자작 나무 - 노란빛이 도는 흩어져 있는 관줄이 아닌 비핵목. 연간 레이어는 잘 보이지 않습니다. 코어 광선은 엄격한 방사형 절단(분할)에서만 볼 수 있습니다. 자작 나무는 비교적 높은 강도 특성을 갖지만 부패에 대한 저항은 낮습니다. 건조시 크게 수축합니다. 오크 트리 - 암갈색과 황갈색의 심재와 좁은 황백색의 변재로 이루어진 매우 귀중한 혈관암. 연간 층의 초기 영역의 횡단면에는 큰 혈관이 보이고 어두운 후기 영역에는 가벼운 방사형 불꽃 모양의 수질 광선이 있습니다. 참나무는 조밀하고 내구성이 있으며 부식에 강하고 아름다운 질감을 가지고 있습니다. 잘 구부리고 기계로 가공될 수 있습니다. 이 목재의 부족으로 인해 얇게 썬 베니어 형태와 거대한 부품 형태로 사용됩니다. 가구 외에도 쪽모이 세공 마루, 와인 및 맥주 통, 기계 공학의 장비 부품 등이 오크로 만들어지며 짙은 회색, 거의 검은 색을 띠는 보그 오크는 가구 생산에서 높은 평가를 받고 있습니다. 참나무 껍질과 나무에서 가죽, 모피 등을 드레싱하는 데 사용되는 무두질 추출 물질을 얻습니다. 애쉬 트리 - 황색 또는 분홍색 변재와 밝은 갈색 심재가 있는 고리 모양의 음암. 연간 층이 명확하게 보이고 핵심 광선은 보이지 않습니다. 색상과 구조가 오크와 비슷하지만 약간 더 가볍습니다. 국가 경제에 사용됩니다. 그것은 주로 높은 충격 강도로 구별되며 잘 구부러지며 플레이크를 제공하지 않으므로 테니스 라켓, 하키 스틱과 같은 스포츠 장비 생산에 사용됩니다. 단풍 나무 - 흩어져있는 혈관 비핵 품종. 그것은 붉은 색 또는 갈색 색조의 흰색 목재를 가지고 있으며 모든 섹션과 방사형 및 코어 광선에서 연간 레이어가 명확하게 표시되어 특징적인 물결을 만듭니다. 메이플은 가구 생산과 악기 케이스 제조에 사용되지만 러시아 숲에 매장량이 적기 때문에 사용이 제한됩니다. Липа - 흩어진 혈관 품종, 비핵. 나무는 흰색에 약간의 분홍색을 띠며 연층이 거의 눈에 띄지 않고 균질한 구조를 가지고 있으며 부드럽고 건조 및 가공 중에 균열이 거의 없으며 휘어지지 않으므로 조각하기에 좋은 재료입니다. 개암 - 매우 귀중한 수종으로 갈색-회색 불균일한 색상의 목재가 산재되어 있으며 연층은 절단면이 약하게 보이지만 큰 혈관이 보입니다. 이러한 특성으로 인해 호두나무는 대패질을 얻고 매우 예술적인 가구를 제조하는 데 사용됩니다. 독창적인 인테리어를 만들기 위한 다양한 디테일. 포플러 - 흰색의 넓은 변재를 가진 흩어진 혈관 소리 빠르게 성장하는 품종. 연간 층은 넓지 만 눈에 띄지 않습니다. 나무는 부드럽고 부패하기 어렵고 셀룰로오스 및 다양한 가정 용품 생산에 사용됩니다. 러시아 숲의 포플러 매장량은 적기 때문에 사용이 제한적입니다. 4. 사용이 제한된 품종 오랫동안 러시아의 대초원 지역, 농촌 지역, 간단한 가구 (의자, 의자, 유아용 침대) 및 다양한 공예품 (롤링 핀, 푸셔, 버터 밀크 등) 제조, 이러한 나무 종 체리, 배, 사과 나무, 아카시아, 개암 나무, 산 애쉬 등 러시아의 시장 경제가 발전함에 따라 기념품, 장난감, 가정 용품 및 어린이용 가구(유아용 침대, 높은 의자 등)는 종종 위의 목재 품종을 사용합니다. 나무에서 버찌 기존의 줄무늬와 황갈색의 조합으로 강도가 높은 가구로 귀중품(마호가니)과 쪽모이 세공을 모조한 가구입니다. 현재는 각종 기념품과 가재도구 제조에 주로 사용된다. 체리는 건전한 품종에 속하며 이 나무는 빠르게 자라며 최대 6m(Vladimirka-rastunya 품종)의 높이를 가질 수 있으며 줄기 지름은 20-30cm에 이릅니다. 나무 배 또한 강도, 분홍빛이 도는 노란색에서 갈색을 띤 빨간색까지의 아름다운 색상, 핵심 광선 및 연간 레이어가 거의 눈에 띄지 않는 등 여러 가지 귀중한 속성이 있습니다. 배는 비핵 품종으로 가공하기 쉽고 가구 제조뿐만 아니라 악기 케이스, 가정 공예품 및 기념품 제조를 위해 오랫동안 민속 공예가에 의해 사용되었습니다. 농촌 지역에서는 러시아 수공예가들이 오랫동안 헤이즐(개암) 목재를 사용하여 나무 고리, 상자, 선반을 만들어 왔습니다. 이 목재는 물리적, 기계적 특성이 자작나무에 가깝고 희미한 광택이 있는 흰색을 가집니다. 렌즈 (개암)은 관목 속의 비핵종을 말한다. 나무는 많은 귀중한 속성을 가지고 있습니다. 산 애쉬 - 고강도, 내화성, 내 충격성. 또 다른 장점은 아름다운 적백색과 눈에 띄는 연간 층을 가진 넓은 변재로 구성되어 있다는 것입니다. 장인들은 오랫동안 이 나무를 사용하여 망치, 도끼 손잡이, 망치, 간단한 가구(스툴, 의자, 선반, 벤치), 조각품(난간 동자, 스핀들) 등의 손잡이를 만들어 왔습니다. 로완은 건전한 품종입니다. 목재 사과 나무 러시아의 장인들은 오랫동안 다양한 가정용품, 실내장식, 상자, 기념품, 악기케이스 등을 만드는 데 사용되어 왔습니다. 코어 광선은 거의 감지할 수 없습니다. 사과 나무는 건전한 확산 혈관 품종에 속합니다. 5. 이국적인 품종 열대 또는 아열대 기후 국가에서 자라는 수종은 사용이 제한된 외래종으로 분류됩니다. XNUMX세기로 돌아가 왕궁의 장비를위한 가구 제조를 위해 러시아, 상트 페테르부르크로 수입하기 시작했으며 법원 귀족의 집. 마호가니 나무는 이러한 목적으로 가장 널리 사용되었습니다. 점차적으로 러시아의 많은 대도시에서 부자들은 종종 일류 캐비닛 제작자가 만든 마호가니 가구를 집에 주문했습니다. 이 나무 중에서 가장 유명한 것은 아프리카에서 자라는 마호가니 종입니다. 호주뿐만 아니라 중남미에서도 마찬가지입니다. 이 유형의 마호가니 목재는 흰색(좁은 변재)에서 적갈색 또는 갈색-적색(코어)까지 매우 아름다운 색상 조합을 가지고 있습니다. 목재는 러시아에서 소량 사용되었습니다. 흑단. 이 이름으로 검은 나무를 가진 다른 종의 블랭크를 해외에서 수입했습니다. 심재인 흑단(검은색) 목재가 수입되는 경우가 대부분이며 좁은 흰색 변재와 광택이 있는 검은색 코어가 있으며 모든 유형의 절단에서 연간 층과 코어 광선이 보이지 않습니다.흑단 목재는 예술 및 장식 제품, 피아노 건반, 인테리어 장식용 상감 및 목관 악기도 그것으로 만들어집니다. 흑단 나무(검은색)는 인도, 아프리카 및 실론(스리랑카)에서 자랍니다. 흑단 나무의 건조 밀도는 1000kg/m입니다. 3즉, 물의 밀도보다 큽니다. 자단. 국제 무역에서 이 이름은 열대 지방에서 자라는 색상과 구조가 유사한 목재와 다양한 수종을 결합합니다. 그러한 나무의 나무는 심재가 확산 혈관이며 변재는 좁고 연한 노란색이며 칙칙한 색조가 있으며 코어 자체는 자주색 색조가있는 자주색 갈색 또는 초콜릿 색상입니다. 매우 무겁고 약간 건조하며 쪼개기가 어렵지만 광택이 좋습니다. 로즈우드 목재는 악기, 조각, 선삭 및 기타 제품의 제조에 사용됩니다. 세쿼이아 - 지구상에서 가장 큰 나무로 내구성이 뛰어납니다. 열대 지방에서 자라며 침엽수 종에 속합니다. 물리적 및 기계적 특성면에서 가문비 나무에 가깝고 잘 처리됩니다. 건축 및 가구, 연필 제조에 사용됩니다. 유칼립투스. 자연에는 500종이 넘는 종이 있으며 주로 호주와 오세아니아에서 자랍니다. 러시아에서는 유칼립투스가 코카서스의 흑해 연안에서 소량으로 자랍니다. 유칼립투스는 빠르게 자라는 나무로 높이가 100m가 넘는 매우 큰 크기에 이릅니다. 심재는 혈관이 넓게 퍼져있는 활엽수로 심재는 다양한 색조의 갈색이며 변재는 가볍습니다. 이 나무의 목재는 밀도가 높고 강도와 생체 안정성이 높으며 건축, 자동차 건축 등에 사용됩니다. 강의 4. 나무의 성질 1. 목재의 색상, 광택 및 질감 색 나무는 나무의 기후 조건에 따라 다릅니다. 온대 기후에서는 거의 모든 종의 나무가 옅은 색을 띠고 열대 기후에서는 밝은 색을 띤다. 기후 요인의 영향은 같은 구역 내에서도 영향을 미칩니다. 예를 들어 따뜻한 지역에서 자라는 암석(참나무, 호두, 주목 등)은 강렬한 색을 띠고 북쪽으로 자라는 암석은 가문비나무, 소나무, 아스펜, 자작나무 및 다른 것들은 창백합니다. 색상 강도는 또한 나무의 나이에 따라 달라집니다. 나이가 들면 강도가 증가합니다. 나무 색깔의 변화는 곰팡이 병변의 영향뿐만 아니라 공기와 빛의 영향으로 발생합니다. 나무를 물이나 특수 용액에 담을 때; 찌고 고온 건조하는 동안. 목재의 색상은 중요한 특성이며 가구, 실내 장식, 공예품, 악기 등의 생산을 위한 수종을 선택할 때 고려됩니다. 광택 - 이것은 목재가 광속을 방향으로 반사하는 능력입니다. 매끄러운 거울 표면은 방향 반사를 제공하기 때문에 가장 큰 광채를 가집니다. 일반적으로 목재의 광택은 백색도로 평가됩니다. 목재의 백색도가 높을수록 광택 지수가 높아집니다. 눈부심과 반사는 또한 방사형 절단에 핵심 광선을 제공합니다. 조직 - 이것은 연간 층과 해부학적 요소에 의해 형성된 목재의 접선 및 방사형 절단에 대한 자연스러운 패턴입니다. 나무의 구조가 복잡할수록 질감이 더 풍부해집니다. 침엽수는 구조가 단순하고 질감이 균일하며 주로 연륜의 너비와 차이에 의해 결정됩니다. 초기 및 후기 목재의 착색. 경재는 복잡한 구조와 풍부한 질감을 가지고 있습니다. 질감의 특성은 절단 방향에 크게 좌우됩니다. 호두, 재, 느릅나무, 참나무 등과 같은 많은 수종은 접선 절단에 아름답고 흥미로운 질감을 가지고 있습니다. 방사형 컷의 나무도 아름답고 독창적인 질감을 가지고 있습니다. 활엽수 나무 줄기에 형성된 burls의 나무는 높은 장식 특성을 가지고 있습니다. 아직 싹으로 자라지 않은 "잠자는" 새싹이 만들어내는 새눈 단풍나무의 질감은 매우 독창적입니다. 나무를 고르지 않게 눌러 대패질을 하거나, 칼날로 박리하거나, 섬유 방향과 비스듬하게 박리하면 독특하고 아름다운 질감이 인위적으로 만들어집니다. 투명한 나무 마감재로 질감이 더욱 두드러집니다. 질감은 목재의 장식적 가치를 결정하는 가장 중요한 지표입니다. 나무 질감의 종류: 1) 뚜렷한 패턴 없이 - 린든, 배; 2) 미세하게 얼룩덜룩 한 패턴 - 오크, 너도밤 나무, 평면 나무; 3) 모아레 패턴 - 회색 단풍 나무, 물결 모양의 자작 나무, 마호가니; 4) "조감도" 그리기 - 재, 단풍나무, 카렐리야 자작나무, 우크라이나 포플러; 5) 껍질 패턴 - 백인 호두, 재, 느릅 나무 - 엉덩이 부분; 6) 매듭 패턴 - 가문비나무, 소나무. 2. 목재의 수분 함량 및 변화와 관련된 특성 갓 자른 나무는 원칙적으로 많은 양의 물을 함유하고 있으며, 향후 보관 조건에 따라 증가 또는 감소하거나 동일한 수준으로 유지될 수 있습니다. 그러나 대부분의 경우 물을 제거하는 조치, 즉 목재를 건조시키는 조치가 필요합니다. 목재의 수분 함량을 나타내는 지표는 습도이며 절대 및 상대적으로 나뉩니다. 실제로는 주로 절대값을 사용합니다. 공식에 의해 결정되는 습도의 류트 값: W복근. = [(m - m0) / 미디엄0] × 100%, 여기서 m은 젖은 목재 샘플의 질량, g입니다. m0 - 동일한 절대 건조 샘플의 질량 g 상대 습도 표시기는 주로 장작의 수분 함량 표시기로 거의 사용되지 않습니다. 다음 공식에 의해 결정됩니다. Wrel. = (엠-엠0 / m) × 100%. 습도를 결정하는 방법에는 직접 및 간접의 두 가지가 있습니다. 직접적인 방법은 나무에서 물을 추출하는 것을 기반으로 합니다. 이를 위해 세척된 목재 샘플을 103℃의 오븐에서 수분이 완전히 배출될 때까지 건조시킨다. 건조 과정에서 샘플의 무게를 측정합니다 - 건조 시작 후 6-10 시간 후 처음으로, 그 다음 2 시간마다 샘플의 무게가 더 이상 감소하지 않으면 건조가 중지됩니다. 직접적인 방법을 사용하면 목재의 수분 함량을 매우 정확하게 결정할 수 있습니다. 두 번째 방법은 전기 수분계를 사용하여 목재의 전기 전도도를 측정하는 간접적인 방법입니다. 이 측정으로 장치의 눈금은 습도의 양을 보여줍니다. 이 방법을 사용하면 습도를 빠르게 결정할 수 있습니다. 그러나 그 단점은 2-3%의 측정 오류와 30% 이상의 목재 수분 함량에 있습니다. 나무의 물은 구속되고 자유로운 상태입니다. 결합된 물은 세포벽에 위치하며 단단히 고정됩니다. 이러한 물의 제거는 어렵고 목재의 대부분의 특성을 변화시키는 데 상당한 영향을 미칩니다. 결합된 물의 최대량은 계산에서 고려되는 세포벽 포화 한계에 해당합니다. Wb.s. = 30%. 자유수는 세포강과 세포간 공간에 있으므로 나무에서 쉽게 제거할 수 있습니다. 갓 자른 목재는 수분 함량이 50-100% 범위이고 물에 오래 머무르면 100% 이상입니다. 야외에서 건조 후 습도는 15-20%로 감소합니다. 20~22%의 습도를 수송, 그리고 작업 기간 동안 목재가 가지고 있는 수분, - 운영. 목재 건조에는 두 가지 유형이 있습니다. 대기, 주위 온도에서, 그리고 인공의, 또는 온도가 최대 100 ° C 이상일 수있는 챔버. 챔버 건조 중에 목재 수축이 발생합니다. 즉, 반경 방향으로 선형 치수가 3-7% 감소하고 접선 방향으로 섬유를 따라 8-10% 감소합니다-0,1-0,3%. 총 체적 수축률은 11-17%입니다. 수분이 감소한 목재를 건조하면 기계적 특성이 변합니다. 탄성은 감소하지만 압축 강도는 증가하고 전기 전도도도 감소합니다. 3. 목재의 밀도. 나무의 열적 특성 목재 밀도 g/cm로 표시되는 재료의 단위 부피당 질량입니다. 3 또는 kg/m 3. 습도에 따라 달라지는 목재 밀도에 대한 몇 가지 지표가 있습니다. 목질 물질의 밀도는 세포벽을 형성하는 물질의 단위 부피당 질량입니다. 모든 품종에 대해 거의 동일하며 1,53g/cm 3즉, 물의 밀도보다 1,5배 높습니다. 절대적으로 건조한 목재의 밀도는 물이 없는 상태에서 목재의 단위 부피당 질량입니다. 다음 공식에 의해 결정됩니다. ρ0 =m0 /V0, 어디서 피0 - 절대적으로 건조한 목재의 밀도, g/cm 3 또는 kg/m 3; m0 - 0%, g 또는 kg의 수분 함량에서 목재 샘플의 중량; V0 - 수분 함량 0%에서 목재 샘플의 부피, cm 3 또는 m 3. 목재의 밀도는 공기로 채워진 공극, 즉 다공성이 있기 때문에 목재 물질의 밀도보다 작습니다. 이는 백분율로 표시되며 절대적으로 건조한 목재의 공극 비율을 나타냅니다. 목재의 밀도가 클수록 다공성이 적습니다. 목재의 밀도는 습도에 크게 의존합니다.습도가 증가하면 목재의 밀도가 증가합니다.밀도에 따라 모든 수종은 세 그룹으로 나뉩니다(목재 수분 함량 12%). 1) 밀도가 낮은 암석 - 540kg/m 3 그리고 더 적은 - 이것은 가문비 나무, 소나무, 린든 등입니다. 2) 중간 밀도의 암석 - 550 ~ 740kg/m 3- 이것은 참나무, 자작나무, 느릅나무 등입니다. 3) 고밀도 암석 - 750kg/m 3 등 - 층층 나무, 서어나무, 피스타치오 등입니다. 나무의 열적 특성 열용량, 열전도도, 열확산도, 열팽창입니다. 열용량 - 목재가 열을 축적하는 능력. 비열 C는 열용량(목재 1kg을 1°C 가열하는 데 필요한 열량)의 지표로 사용됩니다. kJ/kg × t °C 단위로 측정됩니다. 마른 나무는 목질과 공기이며, 그 안에 들어 있는 공기의 질량 분율은 무시할 수 있으므로 마른 나무의 열용량은 목질의 열용량과 거의 같습니다. 목재의 비열용량은 실질적으로 종과 무관하며 절대적으로 건조한 목재의 경우 0°C의 온도에서 1,55kJ입니다. 온도가 증가하면 비열 용량이 약간 증가하고 100°C의 온도에서는 약 25% 증가합니다. 나무가 축축해지면 열용량이 증가합니다. 목재의 열전달 과정은 열전도 계수와 열확산 계수의 두 가지 지표가 특징입니다. 열전도율 계수? 1m 면적의 나무 벽을 통해 단위 시간당 통과하는 열량과 수치적으로 동일 2 그리고 1 ℃의 벽의 반대편에 온도차가 있는 1 m 두께. W/(m × °C)로 측정됩니다. 열확산 계수는 가열 또는 냉각될 때 목재의 온도 변화율을 나타냅니다. 그것은 나무의 열 관성, 즉 온도를 균등화하는 능력을 결정합니다. 열확산율은 다음 공식으로 계산됩니다. α = λ/s × ρ, 여기서 ρ는 재료의 밀도, kg/m3입니다. λ - 열전도 계수, W / (m × °С); c는 목재의 비열 용량, kJ / (kg × °С)입니다. 4. 목재의 전기적, 음향적 특성 목재의 전기적 특성에 대한 수많은 연구에서 알 수 있듯이 전기 전도성, 즉 전류를 전도하는 능력은 전기 저항과 반비례 관계에 있습니다. 두 개의 전극 사이에 배치된 목재 샘플의 전체 저항을 제공하는 표면 및 체적 저항이 있습니다. 체적 저항은 샘플 두께를 통한 전류 통과에 대한 장애물과 표면 저항을 특징으로 합니다. 전기 저항의 지표는 비체적 및 비표면 저항입니다. 연구에 따르면 마른 나무는 전기를 잘 전도하지 못하지만 습도가 증가하면 저항이 감소합니다. 이는 연구 중에 얻은 데이터에서 알 수 있습니다(표 1). 표 1 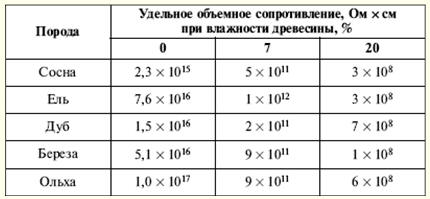 습도가 증가하면 표면 저항이 감소합니다. 예를 들어, 너도밤나무 수분 함량이 4,5%에서 17%로 증가하면 표면 전기 저항이 1,2 × 10에서 감소합니다.13 최대 1×107 옴. 또한, 연구 결과 특히 낮은 습도에서 가열될 때 목재의 전기저항 감소가 발생하여 온도가 20℃에서 94℃로 증가하면 절대적으로 10까지 나무를 말리다 6 시간. 음향 속성. 목재의 음향 특성을 연구할 때 목재에서 소리 전파 속도가 클수록 밀도가 낮고 탄성 계수가 높다는 사실이 밝혀졌습니다. 실내 건조 목재의 섬유를 따라 음속의 평균 값은 오크 - 4720m/s, 재 - 4730m/s, 소나무 - 5360m/s, 낙엽송 - 4930m/s입니다. 추가 연구에 따르면 섬유를 통과하는 소리의 속도는 섬유를 따라갈 때보다 3-4배 더 적습니다. 소리 전파 속도는 재료의 특성에 따라 달라지며, 우선 밀도에 따라 달라집니다. m/s. 목재의 음향 특성 연구에서 얻은 데이터를 기반으로 강도 및 내부 숨겨진 결함을 결정하는 초음파 방법이 구축되었습니다. 연구 데이터에 따르면 목재의 흡음 능력은 낮습니다. 예를 들어 두께 5050cm의 소나무는 330dB, 두께 30cm의 참나무는 40dB입니다. 연구에 의해 확립된 바와 같이, 가장 큰 소리 방출 측면에서 최고의 음향 특성은 많은 악기 제조에 사용되는 가문비나무, 전나무 및 삼나무입니다. 기간 노출 목재는 48년 이상 최고의 음향 특성을 가지고 있습니다. 5. 목재의 내구성 기계적 특성에는 목재의 강도와 변형성 및 일부 기술적 특성이 포함됩니다. 목재의 강도는 외부 하중의 영향으로 파괴에 저항하는 능력입니다. 목재의 인장 강도는 압축, 인장, 굽힘, 전단에 대한 샘플 테스트를 통해 결정됩니다. 압축을 위해 목재를 테스트할 때 하중은 섬유를 따라 수행된 다음 한 곳에서 가로질러 수행됩니다. 인장 강도는 다음 공식에 의해 MPa로 결정됩니다. б쉿 = 피최대 /a×b, 여기서 피최대 - 최대 파괴 하중, N; a 및 b는 목재 샘플의 치수, mm입니다. 테스트 데이터에 따르면, 목재가 섬유를 가로질러 늘어나면 강도가 섬유를 따라 인장 강도의 약 1/20인 것으로 나타났습니다. 따라서 제품을 설계하고 다양한 건물 구조를 구성할 때 섬유를 가로질러 인장 하중이 가해지는 경우가 허용되지 않습니다. 실제로 대부분의 경우 목재 제품은 굽힘 하중으로 작동합니다. 따라서 목재 샘플은 다음 공식에 따라 인장 강도(MPa)를 결정하면서 굽힘에 대해 테스트해야 합니다. б으로 = 3P최대 × l/2 × b × h2, 어디서? l - 지지대 사이의 거리, mm; b - 반경 방향의 샘플 너비, mm; h는 접선 방향의 샘플 높이, mm입니다. 샘플이 볼록한 면에서 구부러지면 인장 응력이 발생하고 오목한 면에서 압축 응력이 발생합니다. 제한 값을 초과하는 하중에서 목재 파괴는 샘플 파단의 볼록한 면에서 늘어난 섬유의 파열 형태로 발생합니다. 전단 강도는 매우 중요합니다. 이 지표는 세 가지 유형의 전단을 테스트할 때 결정됩니다. 곡물을 가로질러 나무를 자르기 위해. 동시에 치핑에 대한 목재의 인장 강도는 bck, MPa는 다음 공식에 의해 결정됩니다. бck = 피최대 /b×l, 여기서 피 최대 - 최대 하중, N; b, l - 전단면에서 샘플의 두께와 길이, mm. 섬유를 가로질러 목재를 절단하기 위한 테스트는 이동식 칼을 사용하여 샘플에서 수행됩니다. 이 경우 인장 강도(MPa)는 다음 공식에 의해 결정됩니다. τ = 피최대 /2×a×b, 여기서 피최대 - 최대 하중, N; a 및 b는 샘플 섹션의 치수, mm(가로)입니다. 테스트 결과에서 알 수 있듯이, 섬유를 가로질러 절단할 때 목재의 강도는 섬유를 따라 절단될 때보다 4배 더 큽니다. 테스트에서 알 수 있듯이 목재의 압축 및 인장 탄성 계수는 거의 동일하며 수분 함량 12,3%에서 소나무의 경우 14,6GPa, 참나무의 경우 16,4GPa, 자작나무의 경우 12GPa입니다. 섬유에 걸친 탄성 계수는 종 방향보다 약 20-25배 적고 반경 방향은 접선 방향보다 약 20-50% 더 높습니다. 목재를 테스트할 때 탄성 계수도 결정됩니다. E = 3 × P × l / (64b × h3 × 에프), 여기서 P는 상한과 하한 측정 한계 사이의 차이와 동일한 하중, N입니다. l - 지지대 사이의 거리 (목재 샘플이 위치한 곳), mm; b 및 h - 샘플 너비 및 높이, mm; f - 상한 및 하한 하중 한계에서 편향의 산술 평균 값의 차이와 동일한 편향, mm. 6. 목재의 기술적 특성 기술적 특성: 충격 강도, 경도, 내마모성, 나사, 못 및 기타 패스너를 고정하는 능력, 절삭 공구로 가공성. 나무의 충격 강도 - 충격 시 파괴 없이 힘(일)을 흡수하는 능력입니다. 샘플을 부수는 데 필요한 작업량이 많을수록 점도가 높아집니다. 충격 강도는 다음 공식에 의해 결정됩니다. A \uXNUMXd Q / b x h, J / cm 2, 여기서 Q는 샘플의 파단에 소요된 작업, J입니다. b와 h는 샘플의 너비와 높이입니다. 목재 경도 반지름 r = 5,64mm에서 깊이 5,64mm의 반구형 팁이 있는 강철 펀치와 같은 더 단단한 재료로 만들어진 본체의 압흔에 저항하는 능력입니다. 동시에 하중이 끝날 때 기계의 힘 측정기 눈금에서 하중 R을 계산합니다. 테스트 후 목재에 100mm 영역의 자국이 남습니다. 2. 샘플의 정적 경도는 다음 공식을 사용하여 N/mm 단위로 결정됩니다. H \uXNUMXd P / π × r2, 여기서 π×r2 - 반지름이 r인 반구가 나무에 눌려질 때 나무의 각인 면적, mm. 테스트 과정에서 샘플이 갈라지면 펀치가 더 작은 깊이인 2,82mm로 압축되고 경도는 다음 공식에 의해 결정됩니다. H = 4P / (3π × r2). 모든 암석은 끝 표면의 경도에 따라 세 그룹으로 나뉩니다. 연질 - 경도 40N / mm 2 이하, 경질 - 41-80 N/mm 2 매우 단단함 - 80 N/mm 이상 2. 내마모성 목재는 연마 요소의 표면이나 보다 단단한 몸체의 미세 거칠기를 마찰할 때 마모에 저항하는 능력을 특징으로 합니다. 마모 테스트 시 바닥, 계단, 데크에 사용되는 목재의 실제 마모 과정을 모방한 조건이 생성됩니다. 마모는 특수 기계에서 수행됩니다. 이 경우 마모 지수 t는 다음 공식에 따라 mm 단위로 계산됩니다. t = h × (m1 - 미디엄2) / 미디엄1, 여기서 h는 마모 전 샘플 높이, mm입니다. m 1 그리고 엠 2 - 시험 전후 각각의 샘플 질량, g. 못이나 나사를 뽑을 때의 비저항은 다음 공식에 의해 결정됩니다. Рud. = 피최대 / 리터(N/mm), 여기서 피최대 - 못이나 나사를 빼낼 때의 최대 하중; l은 못을 박거나 나사를 조이는 길이입니다. 패스너를 고정하는 목재의 능력은 수종, 밀도 및 수분 함량에 따라 다릅니다. 반경 방향 및 접선 방향으로 망치질한 못의 인발 저항은 거의 동일하지만 못이 시편의 끝 부분에 박힐 때보다 높습니다. 나무가 구부러지는 능력 - 너도밤 나무, 참나무, 재, 최악 - 침엽수에서 최고. 목재의 유연성을 향상시키기 위해 구부리기 전에 찌고, 구부린 후 냉각하여 고정된 상태에서 건조시켜 안정적인 곡선 형태를 얻습니다. 나무가 쪼개지는 능력 - 쐐기에 전달되는 하중의 작용에 따라 섬유를 따라 분리하는 과정입니다. 이것은 가장자리에 못을 박을 때 나무의 부정적인 특성이며 목발, 나사를 조일 때 나사이지만 장작을 자르거나 쪼개진 통나무를 수확 할 때 긍정적입니다. 강의 5. 합금 1. 금속의 구조 금속 및 그 합금 - 기계 공학의 주요 재료. 그들은 주로 내부 구조로 인해 많은 귀중한 속성을 가지고 있습니다. 연질 및 연성 금속 또는 합금은 단단하거나 부서지기 쉽고 그 반대도 가능합니다. 금속의 성질을 의식적으로 변화시키기 위해서는 금속의 결정 구조의 기본을 알아야 합니다. 알려진 바와 같이 모든 물체는 응집력에 의해 결합되어 평형점 근처에서 고주파수로 진동하는 많은 수의 원자로 구성됩니다. 서로 다른 금속의 원자가 다르기 때문에 각 금속은 고유한 특성을 가지고 있습니다. 이러한 특성은 원자 사이의 원자 배열, 결합의 특성 및 원자 사이의 거리에 따라 달라집니다. 원자 사이의 거리나 배열 순서를 변경하면 금속의 특성도 변경됩니다. 무정형체(수지, 유리, 로진 등)에서 원자는 무작위로 배열됩니다. 금속에서는 특정 기하학적 순서로 결정을 형성하므로 금속은 결정체입니다. 금속은 원자의 배열 순서뿐만 아니라 원자가 있는 노드에서 기본 셀로 구성된 가상의 공간 그리드인 결정 격자에서도 다릅니다. 원자가 조밀하게 채워진 다음과 같은 금속 결정 격자가 구별됩니다. 입방체 중심, 입방면 중심 및 육각형. 입방체 중심 격자의 셀에서 원자는 입방체의 꼭지점과 중심에 위치합니다. 이러한 전지는 XNUMX개의 원자(크롬, 텅스텐, 바나듐, 몰리브덴, 리튬, 특정 온도에서는 철 및 기타 금속)를 포함합니다. 입방 면심 격자의 셀에서 원자는 입방체의 꼭짓점과 각 평면의 대각선 교차점에 위치합니다. 이러한 전지에는 14개의 원자(납, 니켈, 구리, 금, 은, 판, 특정 온도의 철 및 기타 금속)가 있습니다. 육각형 결정 격자의 셀에서 원자는 프리즘의 꼭지점과 육각형 밑면의 중심에 위치하고 17개의 원자는 중간 평면에 위치하며 이러한 셀에는 XNUMX개의 원자(마그네슘, 아연, 카드뮴)가 포함됩니다. , 오스뮴, 베릴륨 및 기타 금속). 특정 조건에서 일부 금속(철, 티타늄, 지르코늄, 스트론튬, 코발트, 칼슘 등)은 한 유형의 결정 격자에서 다른 결정 격자로 재배열될 수 있습니다. 기본 셀은 결정 격자의 하나의 요소 또는 하나의 셀만 표시합니다. 실제 금속의 전체 결정 격자는 반복적으로 반복되는 많은 기본 셀로 구성됩니다. 매우 중요한 것은 결정 격자의 셀 원자 사이 또는 기본 셀을 형성하는 평행한 원자 평면 사이의 거리입니다. 이 거리가 멀수록 금속의 내구성이 떨어집니다. 그들 사이의 거리는 옹스트롬 단위로 측정됩니다 - 1 A = = 10 -8 cm 또는 나노미터 - 1A \u0,1d XNUMXnm. 실제로 철은 구리보다 강하고 구리는 알루미늄보다 강하다는 것이 알려져 있습니다. 2. 금속 및 합금의 결정화 및 구조 원자의 배열 - 결정 격자의 유형 - 금속의 자연적 특성, 결정의 모양 및 크기는 금속이 액체에서 고체 상태로 전이되는 과정에 따라 다릅니다. 금속이 응고되는 동안 결정이 형성되는 과정을 결정화. 금속이 결정화되는 동안 열이 방출되고 금속이 고체에서 액체 상태로 전이되는 동안 열이 흡수됩니다. 온도 감소 과정의 온도 측정 이별의 도움으로 관찰 금속이 액체 상태에서 고체 상태로 전환되는 동안 특정 규칙성을 설정할 수 있었습니다. 첫째, 온도가 균일하게 떨어집니다. 결정 형성 초기에는 결정 격자가 형성되는 동안 잠열의 방출로 인해 온도 강하가 멈추고 금속이 완전히 응고될 때까지 변하지 않고 유지됩니다. 모든 금속이 경화되면 온도가 다시 떨어지기 시작합니다. 수평 면적에 해당하는 온도를 위독한. 금속의 결정화는 염의 결정화와 유사하며 이 과정은 동시에 발생하는 두 가지 기본 과정으로 구성됩니다. 첫 번째는 결정화 중심 또는 결정 핵의 형성이고, 두 번째는 이러한 중심에서 결정이 성장하는 것입니다. 첫 번째 단계 - 금속 결정 핵의 출현. 두 번째 단계 - 금속이 냉각됨에 따라 점점 더 많은 액체 금속 원자가 핵에 결합하고, 핵은 특정 순서로 서로 가까이 모여서 결정 격자의 기본 세포를 형성합니다. 이 과정은 결정화가 끝날 때까지 계속됩니다. 더욱이, 응고된 금속의 결정은 불규칙하고 매우 다양한 형태를 가지며, 이는 결정화 조건에 의해 설명된다. 결정화 과정에서 결정 수가 1mm 증가합니다. 3 1000개 이상의 결정이 형성될 수 있습니다. 불규칙한 외부 모양을 가진 결정을 결정자, 또는 곡물. 순수 금속은 기계 공학 및 경제 단지의 다른 분야에서 비교적 드물게 사용됩니다. 더 널리 사용되는 것은 두 가지 이상의 원소(구리와 아연과 같은 두 가지 금속 또는 철과 탄소와 같은 금속과 비금속)로 구성된 합금입니다. 합금의 원소는 구성 요소. 결정 격자의 원자 배열에 따라 치환 고용체와 틈새 고용체가 구별됩니다. 치환 고용체에서는 가용성 성분의 원자가 용매 원자로 대체되는 반면, 격자간 고용체에서는 용매 원자가 결정 격자 요소의 가장 약한 지점에서 가용성 성분 원자 사이에 위치합니다. 고용체인 합금은 귀중한 특성을 가지고 있습니다. 그들은 그것에 포함 된 구성 요소보다 더 단단하고 강합니다. 결정화 동안 일부 합금의 구성 요소는 화학 결합에 들어가 화합물을 형성할 수 있습니다. 화합물은 경도가 매우 높고 전기 저항이 우수합니다. 3. 확산 및 무확산 변환 아래의 확산 주어진 금속의 평균 원자간 거리를 초과하는 거리에서 결정체에서 원자의 움직임을 이해합니다. 원자의 움직임이 개별 부피의 농도 변화와 관련이 없다면 그러한 과정을 자기확산. 농도의 변화를 동반한 확산을 이종확산. 화학 및 기술 처리 중에 가장 자주 발생하는 새로운 단계의 형성이 이종 확산을 동반하는 경우 반응성 확산. 확산 과정은 각 원자가 어느 정도 랜덤 워크를 수행하는 원자 메커니즘을 기반으로 합니다. 금속의 확산 변형은 다양한 화학 및 열 처리 중에 발생합니다. 크롬 도금, 침탄, 용착 (알루미늄화) 등 크롬 도금 최대 800 °C까지 강철의 향상된 내열성, 담수 및 해수, 아세트산 및 인산과 같은 환경에서 높은 내식성, 저온 및 고온에서의 내식성을 제공합니다. 0,3-0,4% 이상의 탄소를 함유한 강의 크롬 도금은 경도와 내마모성을 증가시킵니다. 크롬 도금 중 확산층은 크롬 용액으로 구성되어 있습니까? - 철 및 표면의 크롬 함량은 25-50%입니다. 이 과정에서 CrCl을 사용하는 경우 2 다음과 같은 반응이 일어납니다. CrCl 2 + Fe → FeCl 2 +Cr. 강철의 열처리 동안, 비확산, 또는 동소체, 이차 결정화 과정의 변형. 특히, 775% 탄소를 함유한 강철에서 +0,6°C의 온도에서 동소 변태가 시작됩니다. 철. 페라이트 - 소량의 탄소(최대 0,04%) 및 기타 불순물의 고용체? - 글랜드 - 부드럽고 가소성이며 불충분하게 강한 구조적 구성 요소. 페라이트는 무시할 수 있는 양의 탄소를 함유하고 있기 때문에 페라이트가 석출됨에 따라 나머지 오스테나이트는 탄소가 점차 풍부해집니다. 나머지 오스테나이트의 탄소 농도가 0,8%에 도달하면 +727°C의 온도에서 0,6% 탄소를 함유한 강철은 페라이트와 오스테나이트를 포함하고 +727°C 미만의 온도에서는 페라이트와 펄라이트, 페라이트-펄라이트를 포함합니다. 강철을 실온으로 추가 냉각해도 구조는 큰 변화 없이 유지됩니다. 유사한 변형이 모든 아공석강(0,8% 미만의 탄소 함유)의 특징입니다. 차이는 페라이트 침전이 시작되는 온도에만 있습니다. 또한 강철에 0,8%의 탄소가 포함되어 있으면 일정한 온도(+727 °C)에서 XNUMX차 결정화가 진행되고 펄라이트 형성이라는 한 가지 과정만 수반됩니다. 이것은 이 경우 강철의 탄소 함량이 동시에 액체 합금에서 방출되는 결정의 기계적 혼합물인 공석 조성에 해당한다는 사실에 의해 설명됩니다. 이것은 합금의 미세한 구조를 만듭니다. 4. 합금의 분류. 철 및 그 합금 강철 및 주철 - 기계 공학의 기초 재료. 엔지니어링에 사용되는 모든 합금의 95%를 차지합니다. 강철 최대 2,14%의 탄소를 함유하는 탄소 및 기타 원소와 철의 합금입니다. 탄소 - 강철의 가장 중요한 불순물. 강철의 강도, 경도 및 연성은 함량에 따라 다릅니다. 강철에는 철과 탄소 외에도 규소, 망간, 황 및 인이 포함되어 있습니다. 이러한 불순물은 제련 과정에서 철강에 들어가며 불가피한 동반자입니다. 주철 - 철계 합금. 주철과 강철의 차이점은 탄소 함량이 2,14% 이상이라는 점입니다. 가장 널리 퍼진 것은 3~3,5%의 탄소를 함유한 주철입니다. 주철의 구성에는 강철과 동일한 불순물, 즉 규소, 망간, 황 및 인이 포함됩니다. 모든 탄소가 철과 화학적으로 결합되어 있는 주철은 (파괴 유형에 따라) 백색이라고 하고, 탄소의 전부 또는 대부분이 흑연인 주철은 회색이라고 합니다. 백주철에는 항상 ledeburite라는 구조적 구성 요소가 하나 더 있습니다. 이것은 공융, 즉 결정화 중에 얻은 오스테나이트와 세멘타이트 입자의 균일한 기계적 혼합물이며 4,3%의 탄소를 함유합니다. Ledeburite는 +1147 °C의 온도에서 형성됩니다. 페라이트 - 소량의 탄소(최대 0,04%) 및 기타 불순물의 고용체? - 철. 거의 순수한 철입니다. 시멘타이트 - 철과 탄소의 화합물 - 탄화철. 펄라이트 - 페라이트와 시멘타이트 합금의 균일한 기계적 혼합물. 이 혼합물은 에칭 중 섹션이 자개 색조를 가지고 있기 때문에 그러한 이름을 받았습니다. 펄라이트는 727차 결정화 과정의 결과로 형성되기 때문에 공석(eutectoid)이라고 합니다. +0,8 °C의 온도에서 형성됩니다. XNUMX%의 탄소를 함유하고 있습니다. 펄라이트에는 두 가지 종류가 있습니다. 그 안의 시멘타이트가 판상이면 라멜라(lamellar)라고 하고, 시멘타이트가 입자상이라면 펄라이트를 입상(粒狀)이라고 한다. 현미경으로 볼 때 시멘타이트 판은 연질 페라이트 판보다 매우 단단하고 광택이 좋으며 산으로 에칭될 때 부식이 적기 때문에 반짝이는 것처럼 보입니다. 철-탄소 합금을 특정 온도로 가열하면 α-철이 ν-철로 동소 변태하고 구조적 구성 요소가 형성됩니다. 오스테나이트. 오스테나이트 ν-철의 탄소(최대 2,14%) 및 기타 불순물의 고용체입니다. 탄소의 능력 철에 용해되는 것은 다른 온도에서 동일하지 않습니다. +727 °C의 온도에서 ν-철은 0,8% 이하의 탄소를 용해할 수 있습니다. 같은 온도에서 오스테나이트는 분해되어 펄라이트를 형성합니다. 오스테나이트는 부드러운 구조 성분입니다. 높은 가소성이 특징이며 자기 특성이 없습니다. 철-탄소 합금의 구조적 구성 요소를 연구할 때 실온에서 합금을 강화하는 연성 페라이트와 경질 시멘타이트의 두 가지 구조 요소로 항상 구성되어 있음이 발견되었습니다. 5. 합금의 상태도 합금은 대부분의 금속을 서로 결합하거나 비금속과 결합하여 얻을 수 있습니다. 합금의 상태 다이어그램은 화학적 조성과 온도에 따라 합금에서 발생하는 변형을 시각적으로 나타냅니다. 합금 상태도를 구성할 때 횡축에 합금의 화학적 조성이나 농도를 백분율로 표시합니다. 이를 위해 일정한 길이의 수평선을 1개의 동일한 부분으로 나누고 각 부분을 합금 성분 중 하나의 XNUMX%로 취합니다.  쌀. 5. 납-안티몬(Pb-Sb) 계의 합금 상태도 점 A는 순수한 납에 해당하고 점 B는 순수한 안티몬에 해당합니다. 온도는 특정 눈금의 y축에 표시됩니다. 합금 상태 다이어그램을 작성하기 위해 먼저 농도가 다른 동일한 원소의 합금에 대한 일련의 냉각 곡선이 작성됩니다. 이 곡선을 기반으로 다이어그램이 작성됩니다. 응고 중에 구성 요소가 기계적 혼합물만을 형성하는 합금은 첫 번째 그룹에 속합니다. 이 합금의 다이어그램은 조건부로 첫 번째 종류의 위상 다이어그램이라고합니다. 응고 중에 고용체만을 형성하는 합금의 도표를 제XNUMX종 상 도표라고 한다. 첫 번째 종류의 다이어그램에서 가장 일반적인 것은 납과 안티몬의 합금입니다. Pb-Sb 합금 상태의 다이어그램(첫 번째 종류) 구성: 1) 저공정 합금의 냉각 곡선; 2) Pb-Sb 합금의 상태도; 3) 과공정 합금의 냉각 곡선. 다이어그램은 XNUMX가지 유형의 납-안티몬 합금에 대해 작성되었습니다. 1) 5% 안티몬 및 95% 납; 2) 10% 안티몬 및 90% 납; 3) 20% 안티몬 및 80% 납; 4) 40% 안티몬 및 60% 납; 5) 80% 안티몬과 20% 납. 그들은 모두 두 가지를 가지고 있습니다. 임계 온도: 상단과 하단. 이 합금의 결정화 과정에 대한 연구에 따르면 상한 임계 온도는 시작에 해당하고 하한은 합금 응고의 종료에 해당합니다. 따라서 Pb-Sb 합금의 결정화 과정은 순수 금속의 결정화 과정과 크게 다릅니다. 합금은 온도 범위에서 결정화되고 순수한 금속은 일정한 온도에서 결정화됩니다. 동시에 액체 합금에서 방출되는 결정의 기계적 혼합물을 공정 (그리스어 번역 - "잘 지어진"). 이 농도의 합금을 공정. 다이어그램의 DIA 라인은 액상선 (그리스어 번역 - "액체"). 이 선 위의 모든 납-안티몬 합금은 액체 상태입니다. DSVE 라인은 라인으로 명명되었습니다. 고상 (그리스어에서 번역 - "단단한"), 또는 공융 라인. 점 C는 공융의 구성을 보여줍니다. 이 지점의 왼쪽에 위치한 합금을 저공정, 그녀의 오른쪽으로 과공정. 과공정 합금의 구조에는 공정 외에 항상 일정량의 납이 있으며 과공정 합금에는 공정 외에 안티몬이 있습니다. 강의 6. 금속의 기계적 성질 1. 변형 및 파괴 애플리케이션 호출 로드 흉한 모습. 초기에 하중은 위상(구조) 변화를 동반하지 않으면 탄성(가역) 변형만 유발합니다. 특정 응력에 도달하면 변형(부분적으로)이 비가역적(소성 변형)이 되는 반면 금속의 구조 및 결과적으로 그 특성도 비가역적으로 변경됩니다. 응력에 대한 변형의 의존성은 소위 장력 다이어그램으로 묘사됩니다. 조건부 스트레스: σ = P / F0(kgf/mm2), 여기서 P는 힘입니다. F0 - 초기 단면 및 가로축 - 상대 변형: ε = ∆l / l, 여기서 Δl은 길이 증분이고, l - 초기 길이. 경사각의 접선은 직선입니다. tg α \uXNUMXd σ / ε \uXNUMXd E - 수직 탄성 계수(kgf / mm 단위 2) - 금속의 용융 온도에 대한 첫 번째 근사값에 따라 원자 간 상호 작용의 힘에 의해 결정되는 재료의 강성(탄성 변형에 대한 저항)을 나타냅니다. 합금화 및 열처리는 융점에 거의 영향을 미치지 않기 때문에 수직탄성계수는 구조적으로 둔감한 특성으로 간주될 수 있다. 모든 강 E ≈ 2 × 10 4 kgf/mm 2, 알루미늄 합금의 경우 E ~ 0,7 × 10 4 kgf/mm 2. ε과 σ 사이의 비례 관계를 위반하는 조건부 응력이 탄성 한계(또는 비례 한계)입니다. 기술적인 목적(탄성요소 제외)에서는 비례로부터의 작은 편차는 크게 고려되지 않으며, 일반적으로 영구 불가역 변형 εpl. 0,2%가 됩니다. = 0,2%인 조건부 전압이 호출됩니다. 항복 강도 (다이어그램에서 - σ0,2) 작은 소성 변형에 대한 재료의 저항을 특성화합니다. 실제 응력은 샘플이 최종적으로 파괴될 때 Z 지점에서 최대값에 도달합니다. 고강도 및 저소성 재료 σВ > 150kgf/mm 2, 파열(파괴) 지점에서의 상대적인 협소화 ψ(협소화의 변화)는 40% 미만이고 ψ는 다음 공식에 의해 결정됩니다. ψ = (에프о -Fх)Fо, 여기서 F 0 - 파기 전 샘플의 섹션; Fx - 최대 변형 순간의 단면. 파괴 라고 하는 두 가지 유형이 있을 수 있습니다. "분리" (복수) 그리고 "파괴" (휴가). 분리는 고가소성 재료(보통 고순도 금속)에 일반적이며, ? 지점에 도달한 후 변형됩니다. В 파면의 형성 없이 100% 협착으로 이어집니다. 다른 모든 경우에는 좁아짐이 특정 값에 도달한 후 샘플이 파괴 표면이 형성되면서 파괴됩니다.  쌀. 6. 찢어진 샘플의 유형: a - 분리; b - 예비 소성 변형으로 인한 파괴; c - 예비 소성 변형이 없는 파손. 파괴 과정은 탄성 변형과 소성 변형이 선행됩니다. 2. 금속의 기계적 성질 기계적 성질 금속은 다음과 같은 특성에 의해 결정됩니다. 탄성 한계 σТ, 항복 강도 σЕ, 인장 강도 상대 신장 σ, 상대 협소화 ψ 및 탄성 계수 E, 충격 강도, 내구성 한계, 내마모성. 경도, 가장 간단한 비파괴적인 방법으로 결정되며 주로 탄소 함량과 강철의 열처리 조건에 따라 달라집니다. 강도의 대략적인 추정을 위해 다음 관계를 사용할 수 있습니다. σВ = HB/3. 작동 중 기계의 모든 금속 부품은 다양한 외부 하중에 노출되어 원활하게, 점진적으로(정적으로) 또는 즉시(동적으로) 수행될 수 있습니다. 부품에 작용하는 외부 하중은 모양을 변경합니다. 즉, 금속 및 합금으로 만들어진 재료의 특성을 변형하여 외부 힘의 작용이 종료된 후 원래 모양을 취한다고 합니다. 탄력, 하중이 제거된 후 사라지는 변형을 탄력있는. 금속 부품에 많은 노력을 가하고 작용이 종료된 후 원래 모양을 취하지 않고 변형된 상태로 유지되는 경우 이러한 변형을 호출합니다. 플라스틱. 금속 재료 및 부품이 외부 하중의 영향으로 붕괴되지 않고 변형되고 힘이 종료된 후에도 변경된 형상을 유지하는 능력을 호출합니다. 가소성. 소성 변형이 불가능한 금속으로 만들어진 재료를 부서지기 쉬운. 금속으로 만들어진 재료 및 부품의 중요한 특성은 탄성 및 가소성과 함께 힘 작업 조건에 따라 금속 부품 또는 도구는 강도, 탄성, 가소성과 같은 특정 기계적 특성을 가져야 합니다. 장기간 작동하는 동안 기계의 금속 부품은 재가변 하중 (스트레칭 - 압축). 항복 강도 또는 탄성 한계 미만의 응력에서 갑자기 파손될 수 있습니다. 이 현상을 금속 피로. 내구성 한계(피로)는 반복되는 가변 하중(사이클)이 충분히 많을 때 재료 및 금속 부품이 파손 없이 견딜 수 있는 최대 응력입니다. 강철 샘플의 경우 이 특성은 비철 금속의 경우 10억 주기로 천만 주기로 설정됩니다. 내구성 한계는 그리스 문자로 표시됩니까? -1 Pa로 측정됩니다. 작동 중에 많은 기계 부품이 1000°C 이상에 도달하는 고온으로 가열됩니다. 이러한 부품의 경우 중요한 특성은 내열성 - 고온에서 필요한 강도를 유지하기 위해 금속 및 합금으로 만들어진 재료의 능력. 고온에서 하중을 받는 상태에서 장시간 작동하는 금속 및 합금에는 다음과 같은 현상이 있습니다. 살금살금 기다, 즉, 일정한 하중의 작용하에 지속적인 소성 변형(금속 "크립"). 3. 금속 및 합금 강화 방법 금속 및 합금의 표면 경화는 많은 산업, 특히 현대 엔지니어링에서 널리 사용됩니다. 코어의 충분한 점성을 유지하면서 표면층의 높은 경도와 내마모성을 얻을 수 있어 내구성과 피로강도가 향상됩니다. 일부 표면 경화 방법은 생산성이 높습니다. 경우에 따라서는 기존의 열처리 방법 대신에 큰 효율로 사용됩니다. 많은 수의 부품이 있으며 금속 표면층의 특성은 내부 층의 특성 이외의 다른 요구 사항이 적용됩니다. 예를 들어, 기어 톱니는 작동 중에 강한 마찰을 받기 때문에 높은 경도를 가지지만 낮은 경도와 좋은 인성을 가져야 충격과 충격으로 톱니가 무너지지 않습니다. 따라서 기어 톱니는 표면에서 단단하고 코어에서 점성이 있어야 합니다. 금속 및 합금의 표면층을 경화시키는 가장 일반적인 방법은 표면 경화, 부품의 표면층의 일부만이 높은 경도를 얻습니다. 나머지는 경화되지 않고 경화 전의 구조와 특성을 유지합니다. 현재 고주파 전류에 의한 유도 가열에 의한 표면 경화가 가장 널리 사용됩니다. 이 고성능 점진적 열처리 방법은 항복 강도, 피로 및 경도를 포함한 강철의 기계적 특성을 증가시키고 탈탄 가능성을 제거하고 제품 표면의 산화 및 변형 위험을 줄입니다. 복잡한 모양, 띠톱, 절삭 공구(밀링 커터, 드릴), 레버, 차축의 세부 사항은 펄스 표면 경화를 받습니다. 이를 위해 부품의 경화된 부분을 이 재료의 기존 경화 가열 온도를 초과하는 온도로 가열한 다음 냉각을 사용하지 않고 부품 질량의 나머지 부분까지 열 제거로 인해 높은 속도로 냉각됩니다. 미디어. 임펄스 경화의 결과, 450°C의 온도까지 템퍼링될 때 안정하고 미세한 입자 구조, 높은 경도 및 내마모성을 갖는 경화된 "백색" 층이 얻어집니다. 강의 7. 철-탄소 합금 1. 철-시멘타이트의 다이어그램 철-시멘타이트 다이어그램은 최대 6,67%의 탄소를 포함하는 철-탄소 합금의 상태를 나타냅니다.  쌀. 7. 철-탄소 합금 상태도(실선 - Fe-Fe 계 3 씨; 점선 - Fe-C 시스템) 탄소강 - 이들은 최대 2,14%의 탄소를 포함하는 철 합금입니다. 최대 0,8%의 탄소를 포함하는 강철은 아공석, 0,8% 탄소 - eu-tectoid, 0,8 ~ 2,14% - 과공석. 백색 주철 - 2,14~6,67%의 탄소를 함유한 철 합금입니다. 2,14 ~ 4,3%의 탄소 함량을 가진 백주철은 아공정(hypoeutectic), 4,3~6,67%는 과공정(hypereutectic)이라고 합니다. 철-시멘타이트 다이어그램은 XNUMX차 및 XNUMX차 결정화 동안 이 합금의 상태를 보여줍니다. 이러한 프로세스는 ASV 및 AECF 곡선이 특징입니다. DIA 곡선 - 선 액상 - 철-탄소 합금의 응고가 시작되는 온도를 표시합니다. AECF 곡선 - 선 고상 - 결정화 과정이 끝나는 온도에 해당합니다. AE 라인은 강철을 나타내고 ACF 라인은 백주철을 나타냅니다. 점 A는 순철의 융점 - +1539 °C, 점 B - 세멘타이트의 융점 - +1600 °C를 나타냅니다. E점은 고온에서 오스테나이트에 용해될 수 있는 최대 탄소량에 해당합니다. 점 C는 공융의 조성을 나타내며 합금의 4,3% 탄소 함량에 해당합니다. 공정 형성 온도는 +1147 °C입니다. ECF 라인은 공정, 어느 지점에서든 공융(ledeburite)이 형성되기 때문에 CF 라인(과공정 주철)에서 공융과 관련하여 과도한 성분, 즉 세멘타이트가 액체 합금에서 방출됩니다. 세멘타이트는 XNUMX차 결정화 과정에서 형성되므로 XNUMX차라고 합니다. CF 라인에서 공융이 발생합니다. 레드뷰라이트. 결과적으로 XNUMX차 결정화의 결과로 과공정 주철은 XNUMX차 시멘타이트와 납석으로 구성됩니다. ECF 라인(+1147 °C)은 공정, 오스테 나이트와 세멘타이트의 기계적 혼합물이 형성되기 때문에-ledeburite가 발생합니다. Ledeburite는 공정 조성을 가지므로 +1147 °C의 일정한 온도에서 결정화가 진행됩니다. 727차 결정화의 결과로 강철은 우수한 연성과 인성을 특징으로 하는 오스테나이트 조직을 얻습니다. 따라서 이러한 강철은 고온에서 가압 처리에 적합합니다. 백주철은 부서지기 쉽고 단단한 ledeburite를 함유하고 있어 고온에서도 압력 처리의 가능성을 배제합니다. 다이어그램의 PSK 선은 온도를 나타냅니다. 727차 결정화 공정이 완료됩니다. 다이어그램에 표시된 강철의 경우 이 온도는 +727 °C입니다. +XNUMX °C 이하의 온도에서는 강철에서 현저한 변형이 관찰되지 않으며, +XNUMX °C에서 얻은 구조는 합금을 더 냉각해도(실온까지 내려감) 유지됩니다. PSK 라인은 공석. 다이어그램의 점 S는 공석의 구성에 해당합니다. 펄라이트. 2. 철강 : 분류, 자동강 철강은 기계 공학, 건설 및 기타 산업의 재료 기반 역할을 합니다. 철강은 시트 및 프로파일 제품 생산의 주요 원료입니다. 생산 방식으로 철강은 Bessemer, 전로(산소 퍼지 포함), 개방형 노로, 전기 철강, 도가니 및 농축 광석(펠렛)에서 직접 환원하여 얻은 철강으로 구분됩니다. 화학 성분에 의해 - 탄소 및 합금의 경우; 약속에 의해 - 구조, 공구, 자동 및 특수 특성을 가진 강철에 적용됩니다. 철강에는 항상 다양한 불순물이 포함되어 있습니다. 유해한 불순물이 적을수록 강철의 품질이 높아집니다. 품질에 따라 강철이 구별됩니다. 일반 품질, 고품질, 고품질 및 추가 고품질. 보통 품질의 탄소강은 가장 저렴하고 널리 사용됩니다. 목적에 따라 일반 품질의 탄소강은 세 그룹으로 나뉩니다. A - 기계적 성질에 의해 공급, B - 화학 성분에 의해 공급, C - 기계적 성질과 화학 성분에 의해 공급. 정규화 된 지표 (강도 특성, 화학 성분)에 따라 각 그룹의 철강은 그룹 A-1, 2 및 3 범주로 나뉩니다. 그룹 B - 1, 2위; 그룹 B - 1, 2, 3, 4, 5, 6. 그룹 A에는 다음 등급의 강철이 포함됩니다. St 0, St 1 kp, St 1 ps 등 최대 ST aux. 문자 "St"는 "강철"을 의미하며 0에서 6까지의 숫자는 강철의 기계적 특성을 나타내는 브랜드의 조건부 번호입니다. 등급 번호가 증가함에 따라 극한 강도 σ가 증가합니다.В 및 항복 강도 σТ 상대적 신장률이 감소합니다. 탈산소 정도를 나타내기 위해 브랜드 번호 뒤에 색인을 붙입니다. 그룹 B에는 Bst 0, Bst 1kp 등 최대 Bst 6kp 등급의 강이 포함됩니다. 그룹 B 강철에는 두 가지 범주가 있습니다. 첫 번째 범주에는 탄소, 망간, 규소, 인, 황, 비소, 질소와 같은 화학 원소를 포함하는 모든 등급의 강철이 포함됩니다. 두 번째 범주에는 크롬, 니켈 및 구리를 포함하는 BST 1에서 BST 6까지의 강철 등급이 포함됩니다. 그룹 B에는 강철 등급 VST 1, VST 2, VST 3, VST 4 및 VST 5가 포함됩니다. 등급에 추가된 지수 ps, sp 및 kp는 강철 탈산 정도를 나타냅니다. 예: VST 3 sp, VST 3 gps 등 숫자 뒤의 문자 "g"는 망간 함량이 증가했음을 나타냅니다. 자동화된 금속 절단 공작 기계의 경우 야금 산업은 취성, 쉽게 하강 및 쉽게 제거되는 칩을 형성할 수 있는 특수 쾌삭강을 생산합니다. 가공성이 증대된 강재입니다. 이러한 강의 높은 가공성은 황과 인의 함량(최대 0,35%)과 납의 도입(최대 0,35%)을 증가시켜 달성됩니다. 자동강은 대규모 및 대량 생산에 사용됩니다. 자동차 및 트랙터의 중요하지 않은 부품(패스너, 차축, 부싱 등)이 이 부품으로 만들어집니다. 3. 무쇠: 백색, 회색, 고강도, 가단성 주철 - 용광로에서 제련하여 철광석을 처리하는 주요 제품. 주철의 구조에는 탄소의 어느 부분이 구조적으로 자유 상태인지에 따라 다른 구성 요소가 있을 수 있습니다. 이것은 또한 주철의 이름을 결정합니다: 흰색, 회색, 고강도, 가단성. 주철은 2% 이상의 탄소, 최대 4,5%의 규소, 최대 1,5%의 망간, 최대 1,8%의 인 및 최대 0,08%의 황을 포함하는 가장 일반적인 철-탄소 주조 재료입니다. 주철은 주조 특성이 높기 때문에 주물 생산에서 구조용 재료로 널리 사용됩니다. 플레인 베어링은 마찰 계수가 낮은 주철로 만들어집니다. 백주철 탄화철 Fe 형태의 탄소와 철의 합금입니다. 3 C, 즉 탄소는 화학적 화합물인 세멘타이트의 형태로 결합 상태에 있습니다. 백주철의 탄소 함량 범위는 2,14 ~ 6,67%이며 백주철의 기본 구조는 ledeburite, austenite 및 기본 Cementite를 포함할 수 있습니다. 또한, 백색 아공정 주철의 미세 구조는 실온에서 펄라이트, 2,14차 시멘타이트 및 레데부라이트를 포함합니다. 4,3~4,3%의 탄소 함량을 가진 백주철은 아공정(hypoeutectic), 4,3%는 공융, 6,67~XNUMX%는 과공정(hypereutectic)이라고 합니다. 회주철 기계 공학에서 널리 사용됩니다. 주철 구조에 흑연 형태의 자유 탄소가 존재하기 때문에 골절의 회색 색상에서 이름을 얻었습니다. 야금 산업은 10 등급의 회주철을 생산합니다. SCh 15 - 강도 특성이 필수가 아닌 부품은 차단 밸브 (밸브, 밸브, 게이트 밸브), 팬, 뚜껑 등으로 만들어집니다. SCH 18, SCH XNUMX - 레버, 풀리, 플랜지, 스프로킷, 차체 경하중 부품이 만들어집니다. 구상흑연주철 마그네슘 - 최대 0,9% 및 세륨 - 최대 0,05%를 액체 회주철에 주입한 후 주형에 부어 얻습니다. 구상흑연주철은 탄소와 규소 함량이 높고 망간 함량이 낮습니다. 이 주철은 강철과 주철의 귀중한 특성을 결합합니다. 등급 지정에는 두 개의 숫자가 포함됩니다. 첫 번째는 인장 강도를 나타내고 두 번째는 상대 연신율을 나타냅니다. 총 XNUMX가지 등급의 고강도 주철이 생산됩니다. 예: HF 38-17, HF 42-12, HF 45-5, HF 50-7, HF 100-2, HF 120-2. 연성 철은 성형 부품, 기계 본체 및 베드, 슬리브, 실린더, 기어 등을 포함한 많은 부품을 만드는 데 사용됩니다. 연성철 11등급 출시, 고강도와 동일한 원리로 표기. 연성 주철은 페라이트계, 펄라이트계 및 페리틸-펄라이트계 금속 베이스를 가질 수 있습니다. 페라이트 주철 KCh 35-10 및 KCh 37-12는 크랭크 케이스, 기어 박스, 허브 등 높은 동적 및 정적 하중 하에서 작동하는 부품과 주철 등급 KCh 30-6 및 KCh 33-8의 생산에 사용됩니다. 클램프, 너트, 밸브, 블록 등 덜 중요한 부품 제조용 강의 8. 금속 가공 방법 1. 합금 성분이 강의 변형, 구조, 특성에 미치는 영향 철-탄소 합금에서 탄소와의 상호 작용에 따라 강철에 도입되는 합금 성분 또는 원소는 탄화물 형성 및 비탄화물 형성으로 구분됩니다. 전자는 망간, 크롬, 몰리브덴 등 철의 왼쪽에 있는 주기율표에 있는 모든 원소를 포함합니다. 철의 오른쪽에는 코발트, 니켈 등 탄화물을 형성하지 않는 원소가 있습니다. 첫 번째와 두 번째 합금 원소는 α- 또는 ν-철에 용해되지만 이러한 철의 탄화물 형성 원소의 함량은 강철에 도입된 것보다 적습니다. 탄소. 이 경우 α상과 ν상 합금원소의 용해는 결정격자의 주기를 변화시킨다. 원자 반경이 큰 원소는 그것을 증가시키고(W, Mo 등), 작은 원소(Si)는 감소시킵니다. 원자 크기가 가까울 때(Mn, Ni, Cr), 결정 격자의 주기가 약간 바뀝니다. 연구에 따르면 페라이트의 강도는 격자 기간에 비례하여 변합니다. 합금강의 탄화물은 하나 또는 다른 화합물을 기반으로 한 고용체입니다. Fe 3 C, 철 3 Mo 3 C, 철 3 W 3 씨 등 합금강에서는 두 그룹의 탄화물이 구별됩니다. 그룹 I - M 3 센티미터 23 C 6M 7 C 3 그리고 남 6 C 및 그룹 II - MC, M 2 C(M - 합금 성분 - 원소). I족 탄화물은 복잡한 결정 격자를 가지며 적절한 가열과 함께 오스테나이트에 상당히 잘 용해됩니다. II족 탄화물은 단순한 결정 격자를 갖지만 매우 높은 온도에서 오스테나이트에 부분적으로만 용해됩니다. 비탄화물 형성 원소(합금)는 합금강에 페라이트 고용체 형태로 포함됩니다. 탄화물 형성 합금 원소는 다양한 구조적 상태에 있을 수 있습니다. 페라이트 또는 시멘타이트(FeCr)에 용해될 수 있습니다. 3 C 또는 독립적인 구조 구성 요소의 형태로 존재 - 특수 탄화물: WC, MoC 등. 강철 구조에서 탄화물 형성 요소의 위치는 도입된 합금 원소의 양과 탄소 함량에 따라 달라집니다. 페라이트에 용해된 합금 원소는 결정 격자를 왜곡시킵니다. 강철의 열 및 전기 전도성을 감소시킵니다. 합금 원소의 탄화물은 매우 높은 경도(70-75HRC)와 내마모성을 특징으로 하지만 상당한 취성을 가지고 있습니다. 그들은 공구강 생산에서 매우 중요한 역할을 합니다. 연구에서 알 수 있듯이 일정량의 합금 원소는 강철의 특정 단면에 해당해야하며 그렇지 않으면 절단, 용접성 등과 같은 기술적 특성이 악화됩니다 취성 온도는 금속이 연성에서 취성 파괴로의 전이 온도이며, 그 반대). 2. 열처리 이론 열처리의 임무는 가열과 냉각에 의한 구조의 비가역적인 변화로 인해 물성의 비가역적인 변화를 일으키는 것입니다. 모든 종류의 열처리는 일반적으로 온도-시간 좌표로 표시됩니다. 실제로 열처리는 온도를 제외하고는 다른 영향을 주지 않습니다. 강철을 열처리하는 동안 다음과 같은 주요 변형이 발생합니다. 1) Ac점 이상으로 가열하면 펄라이트가 오스테나이트로 변태1 : Fe + Fe3 C → 열병(C) 또는 P - A;  쌀. 8. 열처리 일정: τн - 가열 시간, τв - 노출 시간, τ0 - 냉각 시간; 티 최대 - 최고 온도; 티대성당 주어진 온도에서 실제 냉각 속도, v = t 최대 - 평균 냉각 속도 2) 서냉시 발생하는 오스테나이트가 펄라이트로 변태되는 현상은? - 지역: Fev(C) → Fea(C) + Fe 3 C 또는 A → P; 3) 급속 냉각 중에 발생하는 오스테나이트가 마르텐사이트로 변태되는 현상은? - 지역: Fev(C) → Fea(C) 또는 A → M; 4) 가열 중 마르텐사이트의 변태(템퍼링): Fea(C) → Fea + Fe3 C 또는 M → P. 열처리 중 철강에서 발생하는 구조적 변형에 대한 설명은 동시에 열처리 이론입니다. 펄라이트에서 오스테나이트로의 변태는 많은 열처리에서 필요한 단계입니다. 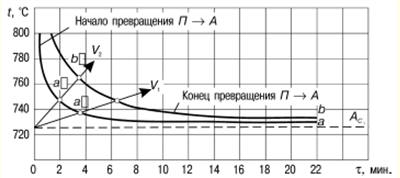 쌀. 9. 펄라이트(P)의 오스테나이트로의 등온 변태 다이어그램 탄소 함량(A)이 0,8%인 강철. Ac 값 이상으로 가열하면 펄라이트가 오스테나이트로 변태됩니다. 1, 온도가 증가함에 따라 지속적으로 가속됩니다. 다른 속도로 계속 가열하면 광선 v1 그리고 v2 변형은 점 a'(a')에서 시작하여 점 b'(b')에서 끝납니다. 이 값이 높을수록 가열 속도가 커집니다. 이와 관련하여, 탄화물의 완전한 용해 및 오스테나이트의 균질화를 포함하여 펄라이트의 오스테나이트로의 완전한 변태를 일으키기 위해서는 가열이 빠를수록 강의 가열 온도가 높아야 한다. 점 a'b'(a "b") 사이의 간격에서는 변태가 다른 속도로 진행되지만 대략 간격의 중간쯤에는 변태가 강한 열 흡수로 빠르게 진행되어 가열에 플랫폼이 형성됩니다. 이것은 일반적으로 실험적으로 결정된 변태 온도 Ac입니다.1. 초기 펄라이트 조직에서는 많은 중심에서 오스테나이트가 형성되며, 펄라이트가 오스테나이트로 변태가 완료된 직후에는 세립의 오스테나이트가 형성된다. 추가 가열은 다음 메커니즘 중 하나에 따라 수행되는 오스테나이트 입자의 성장으로 이어집니다. 작은 입자를 큰 입자로 병합, 입자 경계의 마이그레이션. 유착 과정은 이동(> +900°C)보다 더 낮은 온도(+1000 ~ +1100°C)에서 발생하지만 별도의 더 큰 입자, 즉 불균등한 입자가 형성됩니다. 열처리 동안 강철의 기계적 특성은 매우 광범위하게 변할 수 있습니다. 따라서 예를 들어 탄소가 0,8%인 강의 경도는 이러한 처리 후 160-600MV로 증가합니다. 3. 오스테나이트의 등온변태도 무화과에. 도 10은 0,8% 탄소를 함유하는 강에서 오스테나이트의 등온 변태 다이어그램을 보여준다. 온도는 y축을 따라 표시됩니다. 가로 좌표는 시간입니다.  쌀. 10. 0,8% 탄소를 함유한 강에서 오스테나이트의 등온 변태 다이어그램 오스테나이트의 등온 변형을 연구하기 위해 작은 강철 샘플을 안정적인 오스테나이트의 존재에 해당하는 온도, 즉 임계점 이상으로 가열한 다음, 예를 들어 +700, +600, +500, +400으로 빠르게 냉각합니다. +300 ° C 등 d., 유지 오스테나이트가 완전히 분해될 때까지 이러한 온도. 공석강에서 오스테나이트의 등온 변태는 +727 ~ +250 °C의 온도 범위(마르텐사이트 변태 시작 온도 - Mn)에서 발생합니다. 다이어그램에는 두 개의 C자형 곡선이 있습니다. 곡선 I은 변형 시작 시간을 나타내고, 곡선 II는 과냉각된 오스테나이트의 변형 종료 시간을 나타냅니다. 오스테나이트의 분해가 시작되기 전의 기간을 인큐베이션이라고 합니다. +700 °C에서 오스테나이트의 변태는 a점에서 시작하여 b점에서 끝나서 펄라이트가 형성됩니다. +650 °C의 온도에서 오스테나이트의 분해는 점 a 사이에서 발생합니다.1 그리고 b1 . 이 경우 페라이트와 세멘타이트의 얇은(분산된) 기계적 혼합물인 소르바이트가 형성됩니다. 솔비톨 구조가 지배적인 강철은 경도가 30-40 HRC입니다. 이 강철은 강도와 연성이 높습니다. 오스테나이트의 안정성은 과냉각도에 크게 좌우됩니다. 오스테나이트는 +550 °C에 가까운 온도에서 안정성이 가장 낮습니다. 공석강의 경우 + 550 ~ + 560 °C의 온도에서 오스테나이트의 안정 시간은 약 1초입니다. +550 °C의 온도에서 멀어짐에 따라 오스테나이트의 안정성이 증가합니다. +700 °C에서 안정 시간은 10초이고 +300 °C에서 약 1분입니다. 강철이 +550 °C로 냉각될 때(분해 시작점과 끝점 - a2 그리고 b2 각각 - 다이어그램에서) 오스테 나이트는 troostite로 변합니다 - 구성 요소의 높은 분산도에서 펄라이트 및 소르 바이트와 다른 페라이트 및 시멘타이트의 혼합물이며 경도 (40-50 HRC), 강도, 중간 점도 및 가소성이 증가합니다 . +550 °C 이하의 온도에서는 오스테나이트의 중간 변태(펄라이트 아래에 있지만 마르텐사이트 변태 위의 온도 범위)의 결과로 탄소 포화 페라이트의 혼합물로 구성된 베이나이트 조직이 형성됩니다. 및 카바이드(시멘타이트). 서냉 시 오스테나이트는 펄라이트로 변태하고, 높은 냉각 속도에서는 과냉각된 오스테나이트가 완전히 소르바이트로 변태한다. 더 높은 냉각 속도에서는 새로운 구조인 troostite가 형성됩니다. 가장 높은 냉각 속도에서는 마르텐사이트만 형성됩니다. 즉, 탄소의 과포화 고용체는? - 철. 오스테나이트로부터 마르텐사이트만이 형성되는 냉각 속도를 임계 담금질 속도라고 합니다. 마르텐사이트와 함께 상온에서 강철 조직에 잔류하는 오스테나이트를 잔류물이라고 합니다. 경화된 고합금강은 많은 양의 잔류 오스테나이트를 포함하는 반면 저탄소강은 거의 없습니다. 4. 열처리의 종류와 종류: 어닐링, 경화, 템퍼링, 노멀라이제이션 금속 및 합금 및 이들로 만든 제품의 열처리는 구조의 비가역적 변화로 인해 속성의 비가역적 변화를 일으키는 데 사용됩니다. 열처리 다음 유형으로 나뉩니다. 적절한 열, 화학 열 и 변형 열. 실제로 열처리는 온도를 제외한 다른 영향을 주지 않습니다. 가열하는 동안 금속(합금)의 구성(표면층)이 환경과의 상호 작용의 결과로 변경되면 이러한 열처리를 호출합니다. 화학열(CTO), 온도 효과와 함께 변형이 발생하여 구조 변화에 상응하는 기여를 하는 경우 이러한 열처리를 변형 열. 차례로 변형 열처리는 열 기계 (TMT), 기계 열 (MTO) 등으로 나뉩니다. 다양한 형태의 변형-열처리는 상변태의 성질과 변형 방법에 따라 구분된다. 실제로 열처리는 첫 번째 및 두 번째 종류의 어닐링, 다형 변형으로 경화 및 다형 변형 없이 경화, 템퍼링 및 정규화로 나뉩니다. 가열 냉각 일반적으로 금속을 먼저 특정 온도로 가열하고 이 온도에서 지정된 시간 동안 유지한 다음 천천히 냉각시키는 열처리 공정이며 대부분 용광로와 함께 사용됩니다. 첫 번째 유형의 어닐링은 이전 처리(경화 제외)의 결과로 불안정한 상태의 금속을 가열하여 금속을 보다 안정적인 상태로 만드는 것입니다. 주요 하위 유형: 균질화 어닐링, 재결정화 어닐링, 응력 완화 어닐링. 두 번째 종류의 어닐링 - 변태 온도 이상으로 가열한 다음 합금의 안정적인 구조 상태를 얻기 위해 천천히 냉각합니다. 다형 변형으로 경화 - 다형 변형 온도 이상으로 가열한 다음 구조적으로 불안정한 상태를 얻기 위해 충분히 급속 냉각합니다. 다형 변형 없이 경화 - 구조적 변화를 일으키는 온도로 가열(가장 자주 과잉 상을 용해)한 다음 급속 냉각하여 구조적으로 불안정한 상태(과포화 고용체)를 얻습니다. 휴가 경화된 강철을 임계점 Ac 이하로 가열하는 열처리 공정이라고 합니다.1, 일정시간 숙성시킨 후 식힌다. 표준화 - 열처리의 종류 중 하나 노멀라이제이션시 강재를 상임계온도보다 30~50℃ 높은 온도로 가열한 후 필요한 시간 동안 유지한 후 공기중에서 냉각하여 얇은 라멜라 펄라이트 조직을 얻는다. . 정규화는 더 빠른 냉각에 의한 어닐링과 다릅니다. 5. 표면 경화 피상적인 이러한 경화를 강철 또는 합금의 표면층의 일부만이 높은 경도를 얻는 것을 호출합니다. 가열에 의한 다른 경화 방법과 다릅니다. 이 처리로 제품의 표면층만 경화 온도까지 가열됩니다. 또한 급속 냉각 중에는 이 층만 담금질됩니다. 나머지는 경화되지 않고 경화 전의 구조와 특성을 유지합니다. 현재 고주파 전류에 의한 유도 가열에 의한 표면 경화가 가장 널리 사용됩니다. 이 열처리 방법은 경화 공정의 포괄적인 기계화 및 자동화를 위한 전제 조건을 만듭니다. 금속의 유도 가열은 제품의 표면층에 집중된 와전류를 유도하여 특정 깊이까지 가열함으로써 이루어집니다. 고주파 전류에 의한 가열 시간은 매우 짧습니다. 초 단위로 계산됩니다. 작은 제품을 경화시키면 전체 표면이 가열 및 냉각됩니다. 상당한 길이의 제품 경화는 연속 연속 가열에 의해 수행됩니다. 물은 냉각에 사용됩니다. 단일 및 소규모 생산 및 수리 작업 중 대형 제품의 표면 경화를 위해 화염 가열이 사용되며 가장 자주 온도는 +3150 ° C인 옥시아세틸렌을 사용합니다. 이 경화 방법으로 경화층의 두께는 2-5mm이며 경도는 기존 경화와 동일합니다. 꾸준한 기술 프로세스를 갖춘 대규모 및 대량 생산에서 캐터필라 트랙터의 구동 휠과 같이 특정 등급의 강철로 오랫동안 동일한 제품을 만들 때 표면 경화가 전해질에 사용됩니다-14-16% 소다회 수용액. 경화할 제품을 DC 발전기의 음극에 연결하고 전해질 수조로 내립니다. 미리 정해진 깊이에 잠긴 제품은 몇 초 안에 가열되고 그 후 전류가 꺼집니다. 일반적으로 동일한 전해질이 냉각 매체이기도 합니다. 전해질에서 가열하면 열 전달을 방해하는 산화막으로부터 제품의 가열된 표면을 청소하는 전해 및 전기 침식 공정이 발생합니다. 전해질의 가열 속도는 최대 + 150 °C/s입니다. 펄스 표면 경화 방법도 있습니다. 그것으로 펄스 모드에서 작동하는 고주파 발생기, 커패시터, 스폿 용접 또는 레이저 설치 장비가 사용됩니다. 이러한 경화를 통해 변형, 균열을 제거하고 부품의 내식성을 높이고 경우에 따라 합금강을 탄소강으로 대체할 수 있습니다. 위의 표면 경화 방법 외에도 유동 매체에서의 표면 경화가 사용됩니다. 유동 매체("유동화" 층)는 공기 또는 가스 흐름과 집중적으로 혼합된 석영 모래 또는 기타 벌크 재료의 고체 입자입니다. 동일한 매체가 냉각에 사용됩니다. 6. 화학 열처리: 침탄, 연질화 부품 표면층의 화학적 조성, 구조 및 특성을 변경하기 위해 화학적 열 처리라고 하는 화학적 활성 매체에서 열처리됩니다. 그것으로 다음과 같은 과정이 발생합니다 : 분자의 분해 및 확산 요소의 원자 형성 (해리), 표면에 의한 원자의 흡수 (흡착) 및 금속 깊숙이 원자의 침투 (확산). 시멘트 결합 - 확산 포화 탄소로 부품의 표면층. 침탄 후 열처리 - 경화 및 저 뜨임. 이러한 부품은 마모에 잘 견디는 단단한 경화 표면과 동적 하중을 견딜 수 있는 연성 코어를 가져야 합니다.최대 0,3%의 탄소를 포함하는 강철로 만든 부품은 경화됩니다. 부품의 표면은 고체, 액체 및 기체 매체에서 수행되는 0,8~1% 범위의 탄소로 포화됩니다. 특히, 숯(60-90%)과 탄산바륨 염(BaCO3) 및 나트륨(NaXNUMXCO3). 가열되면 목탄의 탄소가 공기 중의 산소와 결합하여 일산화탄소(CO)를 형성하고 분해되어 부품으로 확산되는 원자 탄소를 형성합니다. 2코코2 + C원자. 온도 및 유지 시간이 증가함에 따라 시멘트 층의 두께가 증가하고 층 두께 0,5mm마다 깊이가 2-0,1mm에 도달하며 유지하는 데 약 1시간이 걸립니다.대량 생산에서 가스 특수 밀폐 용광로에서 침탄하면 좋은 결과를 얻을 수 있습니다. . 고체 침탄기의 침탄과 비교할 때 가스 침탄은 공정 속도를 높이고 장비 처리량 및 노동 생산성을 높일 수 있습니다. 침탄 후 부품은 열처리를 거쳐 높은 표면 경도를 보장하고 과열 구조를 수정하며 침탄 층의 탄화물 네트워크를 제거합니다. 경화는 +780-850 °C의 온도에서 수행된 다음 +150-200 °C에서 템퍼링됩니다. 질화 침탄 가스 환경에서 탄소와 질소로 철강 제품의 표면층이 동시에 포화되는 화학 열 처리 공정이라고합니다. 침탄질화 후 부품이 경화된 다음 +160 ~ +180 °C의 온도에서 낮은 템퍼링을 받습니다. 표면 경화 및 연질화 층의 경도는 60-62 HRC입니다. 연질화는 가스 침탄과 질소의 공정을 결합합니다. 로빙. 가스 혼합물에는 엔도가스, 최대 13%의 천연 가스 및 최대 8%의 암모니아가 포함됩니다. 액체 기화기 - 트리에탄올아민 -은 방울 형태로 용광로의 작업 공간에 도입됩니다. 합금강의 경우, 연질화 공정은 최소량의 암모니아(최대 3%)가 포함된 분위기에서 수행됩니다. 7. 화학 열처리: 질화, 이온 질화 화학 열처리 - 질화는 기어, 슬리브, 샤프트 등 다양한 부품의 표면 경도를 높이는 데 사용됩니다. 질화 - 부품 제조 기술 과정의 마지막 작업. 질화 전 열처리 및 기계적 처리를 거쳐 균일한 연마를 하고, 질화 후에는 한 면당 0,02mm까지 금속 제거로 마무리만 가능합니다. 질화 질소로 표면층의 확산 포화가 발생하는 화학 열 처리라고합니다. 질화의 결과 표면층의 높은 경도(최대 72HRC), 높은 피로 강도, 내열성, 최소 변형, 높은 내마모성 및 내식성이 제공됩니다. 질화는 +500 ~ +520 ° C의 온도에서 8 ~ 9 시간 동안 수행되며 질화 층의 깊이는 0,1 ~ 0,8 mm입니다. 질화 공정이 끝나면 부품은 암모니아 스트림에서 용광로와 함께 + 200-300 ° C로 냉각된 다음 공기 중에서 냉각됩니다. 표면층은 에칭에 민감하지 않습니다. 그것보다 더 깊은 것은 소르바이트와 같은 구조입니다. 용융 시안화물 염의 액체 질화 공정은 산업계에서 널리 사용됩니다. 질화층의 두께는 0,15~0,5mm입니다. 질화층은 취성 파괴가 발생하기 쉽지 않습니다. 탄소강의 질화 층의 경도 - 최대 350 HV, 합금화 - 최대 1100 HV. 공정의 단점은 독성과 시안화물 염의 높은 비용입니다. 여러 산업 분야에서 이온 질화를 사용하는데, 이는 기체 및 액체 질화에 비해 여러 가지 장점이 있습니다. 이온 질화는 희박한 질소 함유 분위기가 생성된 밀폐 용기에서 수행됩니다. 이를 위해 순수한 질소, 암모니아 또는 질소와 수소의 혼합물이 사용됩니다. 용기 내부에 놓인 부품은 정기전력원의 음극에 연결되어 음극 역할을 합니다. 양극은 컨테이너의 본체입니다. 양극과 음극 사이에 고전압(500-1000V)이 켜지고 가스 이온화가 발생합니다. 그 결과 양전하를 띤 질소 이온은 음극인 음극으로 돌진합니다. 높은 전계 강도는 음극 근처에서 생성됩니다. 질소 이온이 가진 높은 운동 에너지는 열 에너지로 변환됩니다. 짧은 시간(15-30분)에 부품이 +470 ~ +580 °C로 가열되고 질소가 금속 깊숙이 확산됩니다. 즉, 질화됩니다. 용광로에서의 질화와 비교할 때 이온 질화는 공정의 총 시간을 2-3배 단축하여 균일한 가열로 인한 부품의 변형을 줄일 수 있습니다. 내부식성 강철 및 합금의 이온 질화는 추가적인 탈부동태화 처리 없이 달성됩니다. 질화층의 두께는 1mm 이상, 표면 경도는 500-1500HV입니다. 이온 질화는 펌프 부품, 인젝터, 공작 기계의 리드 스크류, 샤프트 등에 적용됩니다. 강의 9. 철강의 분류 및 목적 1. 탄소 및 합금 구조용 강재 : 목적, 열처리, 특성 고품질 탄소 구조용 강은 압연 제품, 단조품, 보정강, 은강, 형강, 스탬핑 및 주괴를 생산하는 데 사용됩니다. 이 강철은 샤프트, 스핀들, 나사, 너트, 스톱, 로드, 유압 실린더, 체인 스프로킷, 즉 다양한 부하 정도의 부품과 같은 기계 부품의 제조를 위한 주요 재료입니다. 필요한 점도, 탄성 및 경도 매개변수를 제공하기 위해 다양한 특수 유형의 탄소강 열처리가 수행됩니다. 궁극적으로 이러한 강철 및 부품의 열처리는 내마모성과 신뢰성을 증가시킵니다. 고품질 탄소 구조용 강철은 인, 황 및 기타 비금속 개재물의 함량이 낮기 때문에 일반 품질의 강철보다 기계적 특성이 더 높습니다. 가공 유형에 따라 탄소 구조용 강재는 열간 압연, 단조, 보정 및은 (특수 표면 처리 포함)으로 나뉩니다. 재료의 상태에 따라 열처리 없이 열처리(T) 및 고경도(H)로 생산됩니다. 열간 압연 및 단조 탄소 구조용 강재의 목적에 따라 하위 그룹으로 나뉩니다. "a" - 열간 성형용; "b"-공작 기계 절단 가공용; "in" - 콜드 드로잉용. 합금 강철은 일반적인 불순물(망간, 규소, 황 및 인) 외에도 원하는 특성을 얻기 위해 제련 중에 강철에 특별히 도입된 많은 원소를 포함합니다. 이러한 요소를 합금. 니켈, 크롬, 텅스텐, 몰리브덴, 티타늄, 바나듐, 알루미늄이 합금 원소로 가장 많이 사용됩니다. 구조용 합금강은 열간 압연, 단조, 보정 및 은강으로 구분되며 열처리 상태로 사용됩니다. 열간압연 및 단조강은 열처리 상태(어닐링, 고어닐링, 정규화 또는 고온 템퍼링 정규화)와 열처리 없이 보정 및 은강 - 열심히 가공 또는 열처리(어닐링, 템퍼링, 정규화, 템퍼링으로 경화) . 표준(GOST)은 13개 구조용 합금강 그룹의 생산 및 제조를 제공하며, 각 그룹은 일반적인 합금 원소에 따라 이름이 지정됩니다. 예를 들어, 크롬 합금강 - 15X, 15Xa, 20X, 30X, 30XPA, 35X, 38XA, 40X, 45X, 50X; 이 강철은 높은 내마모성과 함께 열처리 중 최소한의 변형이 필요한 부품, 중간 속도 및 높은 특정 압력(기어, 링, 기어 랙 등)에서 작동하는 개선되고 경화된 부품, 자동차의 적재 부품을 제조하는 데 사용됩니다. 및 트랙터 뿐만 아니라 높은 담금질성과 전반적인 강도 증가가 필요한 대형 부품. 2. 부식에 강한 강 내식성 강 - 전기화학적 및 화학적 부식(대기, 토양, 알칼리, 산, 염), 입계부식 및 응력부식에 강한 스테인리스강 및 합금입니다. 이러한 강에는 20X13(2X13), 08X13(0X13), 25X13H2(2X14H2, EI474) 등급이 포함됩니다. 그들은 가소성이 증가하고 충격 하중이 가해지는 부품 (유압 프레스 밸브), 약간 공격적인 환경에서 작동하는 부품 (대기 강수시, 염 수용액, 유기산)의 제조에 사용됩니다. 열처리 및 연마 후 높은 내식성이 보장됩니다. 강철 등급 14Kh14N12(1Kh17N2, EI268)는 주로 화학 및 항공 산업에 사용됩니다. 상당히 만족스러운 기술적 특성을 가지고 있습니다. 강종 15X25T(X25T, EI439)는 공격적인 환경에서 작동하는 열교환 장비(파이프, 연결 플랜지, 밸브, 탭) 생산에 사용됩니다. 강종 12X18T에 권장되는 것보다 더 공격적인 환경에서 작동하는 용접 구조물의 제조에서 강종 10X08M17T의 대체물로 사용됩니다. +15-25 °C의 온도에서 이 강철(400X700T)을 사용하는 것은 권장되지 않습니다. 08X21N6M2T는 아세트산, 황산염 및 인산염과 같은 공격성이 증가한 환경에서 작동하는 부품 및 용접 구조물의 제조에 사용됩니다. 10Kh17N13M2T, 10Kh17N13M3T 등급은 황산 환경뿐만 아니라 끓는 인산, 황산 및 10% 아세트산의 작용으로 작동하는 용접 구조물의 생산에 사용됩니다. 여러 메커니즘 장치에서 베어링은 공격적인 환경과 고온에서 작동합니다. 이러한 어셈블리는 주로 95×18 스테인리스 스틸을 사용합니다. 내식강 95×18의 미세조직은 숨겨진 침상 마르텐사이트와 잉여 탄화물이며, 유사강 11×18 M의 미세조직은 숨겨진 미세 결정질 마르텐사이트와 잉여 탄화물이지만, 침상 마르텐사이트는 11×18 M이 아니다. 허용된. -200 °C ~ +120 °C의 온도에서 작동하는 베어링의 경우 사용된 강철의 기계적 특성과 부식 방지 특성의 최상의 조합은 다음과 같은 열처리 모드에서 발생합니다. 가열 - 최대 +350 °C , +1070 °C ± 20 °C에서 최종 가열, +30 ~ +60 °C의 온도에서 오일 담금질, -70 °C에서 냉간 처리 및 +150 ~ +160 °C에서 템퍼링. 다양한 산업 분야에서 장기간 적용한 사례에서 알 수 있듯이 철강의 내식성은 다음과 같은 여러 요인에 따라 달라집니다. 1) 사용된 합금 원소 - 크롬, 니켈, 알루미늄, 티타늄, 몰리브덴, 이들의 조합 및 합금 비율; 예를 들어, 15XM, 20XM, 30X3MF, 40XMFA 등급의 크롬 몰리브덴 신규 및 크롬 몰리브덴 바나듐 강은 높은 부식 방지 특성을 가지고 있습니다. 2) 열처리 또는 화학 열처리; 3) 공격적인 환경에서 작동하는 강철 및 부품의 표면 처리 품질("거울" 표면은 일반적으로 거친 표면보다 부식에 더 강함). 3. 내열강 및 합금 내열강 및 합금 고 합금강의 세 번째 그룹에 속합니다. 열처리 후의 미세조직은 잠재성 및 미세침상 마르텐사이트 또는 미세침상 마르텐사이트 및 합금원소(MoC, CrC, NiC 등)의 과잉 탄화물로 구성되어야 합니다. 내열강 및 합금에는 다음이 포함됩니다. 1) 40X9C2. 약 +1000 ° C의 고온에서 작동하는 모터 밸브 및 패스너 제조에 사용됩니다. 2) X1560-N. 발열체 제조에 사용됩니다(발열체의 작동 온도는 +1000-1300 °C입니다). 3) Kh20N80, Kh20N80-VI(진공유도법으로 제련); 4) Kh15N60-N-VI, N50K10, Kh13Yu4, OH23Yu5, OH23Yu5A, Ox27Yu5A. 이 합금은 온도 센서 및 온도에 민감한 요소, 가열로용 와이어 및 테이프, 전기 열 장치, 중요하지 않은 저항기용 마이크로와이어를 제조하는 데 사용됩니다. 이 합금은 +1000 ~ +1300 °C 범위에서 작동합니다. 내열강 및 합금에 다음 브랜드도 포함합니다. 1) KhN60Yu. 그것은 저항 가열 장치뿐만 아니라 적당한 응력에서 작동하는 터빈 부품(판금에서)의 제조에 사용됩니다. 2) 20X23H18. 화학 및 석유 산업용 기계 부품 제조, 가스 파이프라인용 차단 밸브, 연소실 및 저항 가열 장치용으로 사용됩니다. 3) 09X16N15M3B. 그것은 과열기 파이프 및 고압 파이프 라인의 생산에 사용됩니다. 4) 12X18H10T, 12X18H12T, 12X18H9T. 그들은 배기 시스템 및 파이프 (시트 및 긴 제품)의 부품 제조에 사용되며 강철 12X18H12T는 12X18H10T 브랜드의 강철보다 작동이 더 안정적입니다. 5) 40X15N7G7F2MS. +650 °C의 온도에서 작동하는 패스너 제조에 사용됩니다. 철강 및 합금의 내열성은 합금 원소의 조성, 조합 및 농도에 따라 다릅니다. GOST 5632-72는 내열강 및 합금으로 만들어진 부품이 가장 안정적으로 작동하는 최적의 온도 범위를 권장합니다. 또한 강철 또는 합금의 각 등급에 대한 표준은 강렬한 스케일 형성이 시작되는 온도와 이들로 만들어진 부품의 수명(단기, 제한, 장기 및 매우 긴 수명)을 나타냅니다. 짧은 작동 기간 동안 부품의 서비스 수명은 조건부로 최대 100시간, 제한된 경우 최대 1000시간, 긴 경우 최대 10시간, 매우 긴 경우 최대 000시간입니다. 내열 합금은 고도로 합금되고 정밀합니다. 정밀 합금은 부품의 순도가 높고 정확한 비율이 특징입니다. 정밀 합금의 마킹은 합금강 및 합금의 마킹과 약간 다릅니다. GOST 10994-74는 각 합금의 화학적 조성, 기본 물리적 특성 및 용도를 규제합니다. 고온 정밀 합금이 위에 나열되었으며 N50K10, Kh13Yu4, OH23Yu5, Kh15N60-N 등의 적용 영역이 표시되었습니다. 4. 공구 재료: 공구 및 고속강 공구 합금강 절단 및 측정 도구 및 스탬프 제조에 사용됩니다. 절삭공구(커터, 드릴, 커터 등) 제조용 강은 경도(HRC)가 높아야 합니다. l 62) 및 내마모성. 절단이 어려운 조건(높은 절단 속도, 단단한 금속 가공, 칩의 큰 부분 제거)에서 수행되는 경우 상당한 기계적 에너지가 소비되며 공구의 절단면이 강하게 가열됩니다. 따라서 공구 제작에 사용되는 강재는 경도와 내열성(또는 적경도)이 높아야 합니다. 금형 제작에 사용되는 강재는 경도와 인성, 그리고 내열성(급격한 온도 변화에 견디는 형태로 내화 균열 발생에 대한 저항력)을 겸비해야 합니다. 공구 합금강 탄화물 형성 요소를 포함합니다: 크롬, 텅스텐, 몰리브덴, 망간, 바나듐. 이 강은 경화 중 냉각 속도가 느려 균열, 변형 및 뒤틀림의 위험이 줄어듭니다. 강철은 열간 압연, 단조, 보정 및 연마(은)로 공급됩니다. 이 표준은 공구 합금강의 두 그룹과 다섯 하위 그룹을 제공합니다. 황과 인의 함량은 모두 0,03%를 초과해서는 안 되며 일렉트로슬래그 재용해로 얻은 강철의 황 함량은 0,015%를 초과해서는 안 됩니다. 절삭 및 측정공구용 강은 얕은(7HF, 8HF 11HF) 및 깊은 담금질성(9X1, X, 12X1, 9XS, 8GS, 8X6NFT)으로 만들어집니다. 다이 탭, 드릴, 밀링 커터, 쇠톱날, 게이지, 템플릿 등이 이 강으로 만들어지며, 고속 공구강으로 만든 공구가 속성을 잃지 않고 높은 절삭 속도에서 작동할 수 있기 때문에 고속 공구강이라는 이름이 붙여졌습니다. 고속도강의 현저한 특성은 높은 적색 경도, 즉 600-650°C로 가열할 때 높은 경도와 절단 능력을 유지하는 능력입니다. 적색 경도는 주로 화학 성분과 열처리라는 두 가지 요소에 의해 결정됩니다. 고속도강은 복잡한 화학 성분을 가지고 있습니다. 가장 중요한 합금 원소는 텅스텐(6~18%)과 바나듐(1~5%)입니다. 또한 모든 고속도강에는 크롬(3~4,5%)이 포함되어 있으며 대부분이 철 결정 격자에 용해됩니다. 고속도강에 높은 절삭 특성을 부여하기 위해 특수한 방식에 따라 열처리됩니다. 이 표준은 14개 등급의 고속 강철 생산을 제공하며 조건부로 두 그룹으로 나뉩니다. 첫 번째 그룹 - 코발트를 포함하지 않는 강철, 두 번째 그룹 - 코발트와 바나듐의 양이 증가한 강철. 고속도강 등급 - R18, R12, R9, R6M3, R9K5. 강의 10. 경질 및 초경 합금 1. 초경 및 세라믹 절단 경질 합금 및 절단 세라믹은 분말 야금 방법을 사용하여 얻습니다. 분말 야금은 금속과 같은 화합물, 반제품 및 그 제품뿐만 아니라 주성분을 녹이지 않고 비금속 분말과의 혼합물로부터 금속 분말을 제조하는 일련의 방법을 다루는 기술 분야입니다. 경질 합금 및 서멧(분말)의 원료는 화학적 또는 기계적 방법으로 얻습니다. 성형 블랭크(제품)는 차가운 상태 또는 가열된 상태에서 수행됩니다. 냉간 성형은 기계식 및 유압식 프레스에서 축방향 압착 동안 또는 분말이 배치되는 탄성 쉘에서 액체 압력 하에서 발생합니다(정역학적 방법). 뜨거운 가스의 압력 (15-400 Pa)으로 인해 해머 (동적 압축) 또는 특수 용기의 가스 정적 방법으로 금형에서 열간 압착하여 소결 불량 재료-내화성 화합물에서 제품을 얻습니다. 단단한 합금 및 서멧 제조에 사용됩니다. 이러한 소결 내화성 화합물(의사 합금)의 구성에는 흑연, 알루미나, 카바이드와 같은 비금속 성분이 포함되어 있어 특별한 특성을 부여합니다. 공구 산업에서는 경질 소결 합금 및 절삭 서멧(금속 + 비금속 부품)이 널리 사용됩니다. 주요 성분의 내용에 따르면 경질 소결 합금 혼합물의 분말은 텅스텐, 티타늄-텅스텐 및 티타늄-탄탈륨-텅스텐의 세 그룹으로 나뉩니다. 적용 분야별 - 절삭을 통한 재료 가공용 합금, 채광 도구 장착, 빠르게 마모되는 기계 부품, 기구 및 고정물의 표면 처리용. 경질 합금의 물리적 및 기계적 특성: 굽힘 시 최대 강도 - 1176-2156 MPa(120-220 KGS/mm 2), 밀도 - 9,5-15,3g/cm 3, 경도 - 79-92 HRA. VK3, VK3-M, VK4, VK10-KS, VK20-KS, VK20K: 칩리스 금속 가공용 경질 합금, 기계, 기구 및 장치의 빠르게 마모되는 부품 표면 처리. 경질 합금 등급 지정에서 문자 "K"는 코발트, "B"- 텅스텐 카바이드, "T"- 티타늄 및 탄탈륨 카바이드를 의미합니다. 수치는 합금에 포함된 구성 요소의 분말 비율에 해당합니다. 예를 들어, VK3 합금에는 3%의 코발트가 포함되어 있고 나머지는 텅스텐 카바이드입니다. 텅스텐의 부족은 텅스텐 카바이드를 기반으로 한 소결 합금에 비해 기본 특성이 열등하지 않은 무텅스텐 경질 합금의 개발을 필요로 했습니다. 무텅스텐 및 크롬 카바이드 경질 서멧 합금 인발 다이, 드로잉 다이, 최대 900°C의 온도에서 작동하는 연마재, 재료, 마찰 부품, 비철금속 가공용 절삭 공구 등 다양한 스프레이용 기계 공학에 사용됩니다. 2. 초경질 재료 천연 다이아몬드, 다결정 합성 다이아몬드, 아질산붕소(엘보)를 기반으로 하는 합성물과 같은 세 가지 유형의 초경질 재료(SHM)가 현재 기계 제작을 포함한 다양한 산업 분야에서 다양한 절삭 공구 제조에 사용됩니다. 천연 및 합성 다이아몬드는 가장 높은 경도(HV 10 kgf/mm 2), 선형 팽창 계수 및 마찰 계수가 매우 작습니다. 높음: 열전도율, 접착성 및 내마모성. 다이아몬드의 단점은 낮은 굽힘 강도, 취성 및 상대적으로 낮은 온도(+750 °C)에서 철에 대한 용해도이며, 이로 인해 높은 절삭 속도로 철-탄소강 및 합금을 가공하고 단속 절삭 및 진동에 사용할 수 없습니다. . 천연 다이아몬드 ASB(balas), ASPK(carbonado) 등급의 합성다이아몬드는 구조가 천연다이아몬드와 구조가 유사하며 다결정구조를 가지며 강도특성이 높다. 천연 및 합성 다이아몬드 구리, 알루미늄 및 마그네슘 합금, 귀금속(금, 은), 티타늄 및 그 합금, 비금속 재료(플라스틱, 텍스타일라이트, 유리섬유), 경질 합금 및 세라믹 가공에 널리 사용됩니다. 합성 다이아몬드 자연에 비해 강도가 높고 동적 특성이 있어 여러 가지 장점이 있습니다. 선삭뿐만 아니라 밀링에도 사용할 수 있습니다. 합성물 블레이드 절단 도구의 제조에 사용되는 입방정 질화붕소 기반의 초경질 재료입니다. 경도면에서 복합 재료는 다이아몬드에 접근하고 내열성면에서 훨씬 능가하며 철 금속에 더 불활성이며 이는 주요 적용 영역 인 경화 강 및 주철 가공을 결정합니다. 업계에서는 복합재 01(elbor - R), 복합재 02(belbor), 복합재 05 및 05I, 복합재 09(PTNB - NK)와 같은 주요 STM 등급을 생산합니다. 복합재 01 및 02는 높은 경도(HV 750 kgf/mm 2), 낮은 굽힘 강도(40-50 kg/mm 2). 그들의 주요 적용 분야는 경도가 HRC 55-70인 경화강, 모든 경도의 주철 및 등급 VK 15, VK 20 및 VK 25(HP ^ 88 -90), 이송은 최대 0,15mm/rev, 절삭 깊이는 0,05-0,5mm입니다. 복합재 01과 02는 충격 하중에도 불구하고 경화강과 주철을 밀링하는 데 사용할 수 있으며, 이는 더 유리한 밀링 역학으로 설명됩니다. Composite 05는 Composite 01과 Composite 10 사이의 경도에서 중간 위치를 차지하며 강도는 Composite 01과 거의 동일합니다. Composite 09와 10은 굽힘 강도(70-100 kgf/mm 2). 3. 연마 도구의 재료 연마재 자연과 인공으로 나뉩니다. 전자는 석영, 금강사, 커런덤 및 다이아몬드를 포함하고 후자는 전기 코런덤, 탄화규소, 탄화붕소, 입방정 질화붕소 및 합성 다이아몬드를 포함합니다. 석영 (P)는 주로 결정질 실리카(98,5 ... 99,5% SiO2)로 구성된 물질입니다. 그것은 자유 상태에서 곡물을 분쇄하는 형태로 종이 및 직물 기반의 연마 스킨 제조에 사용됩니다. 금강사 (Н) - 미세 결정질 알루미나(25…60% Al2 O3) 산화철과 규산염이 혼합된 짙은 회색과 검은색. 에머리 천 및 바 제조용으로 설계되었습니다. 커런덤 (E 및 ESB) - 주로 결정질 알루미나로 구성된 광물(80.95% Al2 O3) 및 A와 화학적으로 관련된 광물을 포함한 소량의 기타 광물l2 O3. 커런덤 알갱이는 단단하고 부서지면 날카로운 모서리가 있는 콘코이달 골절을 형성합니다. 천연 커런덤은 용도가 제한적이며 주로 마무리 작업(연마)을 위해 분말 및 페이스트 형태로 사용됩니다. 다이아몬드 (A)는 순수한 탄소인 광물이다. 그것은 자연에 알려진 모든 물질 중 가장 높은 경도를 가지고 있습니다. 연삭 휠 드레싱 용 단일 날 절단 도구 및 다이아몬드 금속 연필은 결정과 그 파편으로 만들어집니다. 전기 커런덤에는 네 가지 유형이 있습니다. 1) 일반 전기 코런덤 1A, 보크사이트에서 제련, 그 품종 - 12A, 13A, 14A, 15A, 16A; 2) 흰색, 알루미나에서 제련, 그 품종 - 22A, 23A, 24A, 25A; 3) 다양한 첨가제가 있는 알루미나에서 용융된 합금된 전기강옥: 변종 3A, 32A, 33A의 크롬 34A 및 변종 3A의 티타늄 37A; 4) A4 모노커런덤, 황화철과 환원제로 보크사이트를 제련한 후 커런덤 단결정을 분리합니다. Electrocorundum은 알루미늄 산화물 Al로 구성됩니다. 2 O 3 그리고 약간의 불순물. 탄화 규소 - 규소와 탄소의 화합물(SiC). 그것은 더 큰 경도와 취성을 가지고 있습니다. 전기 코런덤보다 실리콘 카바이드의 비율에 따라 이 소재는 녹색(6C)과 검은색(5C) 색상이 있습니다. 첫 번째는 최소 97%의 실리콘을 포함합니다. 두 번째 유형(검은색)은 52C, 53C, 54C 및 55C 품종으로 생산됩니다. 다양한 연마용 공구(예: 연삭휠)는 경질 합금 및 비금속 재료를 가공하기 위해 녹색 탄화규소 입자로 만들어지며, 공구(연삭휠)는 주철, 비금속으로 만든 제품 가공을 위해 검은색 탄화규소 입자로 만들어집니다. 철 금속 및 절삭 공구(절단기)를 연마하는 데 사용됩니다. , 드릴 등). 입방정 질화붕소 (KNB) - 붕소, 규소 및 탄소의 화합물. CBN은 다이아몬드와 유사한 경도와 연마 능력을 가지고 있습니다. 합성 다이아몬드(AS)는 천연 다이아몬드와 같은 구조를 가지고 있습니다. 좋은 등급의 합성 다이아몬드의 물리적 및 기계적 특성은 천연 다이아몬드와 유사합니다. 합성 다이아몬드는 ASO, ACP, ASK, DIA, ACC XNUMX가지 등급으로 생산됩니다. 강의 11. 비철금속 합금 1. 비철금속 및 합금, 그 성질 및 용도 비철금속의 귀중한 특성으로 인해 현대 생산의 다양한 분야에서 널리 사용되었습니다. 구리, 알루미늄, 아연, 마그네슘, 티타늄 및 기타 금속과 그 합금은 기기 제작 및 전기 산업, 항공기 및 무선 전자, 원자력 및 우주 산업에 없어서는 안될 재료입니다. 비철금속 높은 열전도율, 매우 낮은 밀도(알루미늄 및 마그네슘), 매우 낮은 융점(주석, 납), 높은 내식성(티타늄, 알루미늄)과 같은 많은 가치 있는 특성을 가지고 있습니다. 다른 합금 원소와 알루미늄 합금은 다양한 산업 분야에서 널리 사용됩니다. 마그네슘 기반 합금은 밀도가 낮고 비강도가 높으며 절삭 가공이 잘되는 것이 특징입니다. 그들은 기계 공학, 특히 항공기 산업에서 폭넓게 응용되고 있습니다. 불순물이 0,1% 이하인 기술 구리는 다양한 유형의 전류 도체에 사용됩니다. 구리 합금 화학 조성에 따라 황동과 청동으로 분류됩니다. 차례대로 놋쇠 화학 조성에 따라 아연만으로 합금한 단순 합금과 아연 외에 납, 주석, 니켈 및 망간을 합금 원소로 포함하는 특수 합금으로 나뉩니다. 청동 또한 주석과 주석이 없는 것으로 세분화됩니다. 주석 없는 청동 고강도, 우수한 부식 방지 및 마찰 방지 특성이 있습니다. 마그네슘은 야금에 널리 사용되며 일부의 탈산 및 탈황의 도움으로 금속 및 합금, 회주철을 변형하여 구형 흑연을 얻고, 회수하기 어려운 금속(예: 티타늄)을 생산하고, 마그네슘 분말과 산화제를 혼합하여 제트 기술 및 불꽃 공학에서 조명 및 소이 로켓을 만드는 데 사용됩니다. 마그네슘의 특성은 합금에 의해 크게 향상됩니다. 질량 분율이 최대 7%인 알루미늄 및 아연은 기계적 특성을 증가시키고 망간은 내식성 및 용접성을 개선하며 지르코늄은 아연과 함께 합금에 도입되어 결정립(합금 구조에서)을 미세화하고 기계적 특성 및 부식을 증가시킵니다. 저항. 성형 주물은 마그네슘 합금뿐만 아니라 시트, 플레이트, 막대, 프로파일, 파이프, 와이어와 같은 반제품으로 만들어집니다. 공업용 마그네슘은 순수한 무수 마그네슘 염을 얻기 위한 계획에 따라 마그네사이트, 백운석, 카르날라이트, 해수 및 다양한 생산 폐기물로부터 전기 분해로 얻습니다. 용융 상태에서 이러한 염을 전기 분해하고 마그네슘을 정제합니다. 자연에서 강력한 축적물은 탄산 마그네슘을 형성합니다. 마그네사이트와 백운석, 뿐만 아니라 carnallites. 식품 산업에서는 알루미늄 및 그 합금으로 만든 포장 호일이 제과 및 유제품을 포장하는 데 널리 사용되며 알루미늄 도구도 대량으로 사용됩니다(쿠커, 쟁반, 욕조 등). 2. 구리 합금 구리는 고대부터 알려진 금속 중 하나입니다. 구리에 대한 인간의 초기 지인은 때때로 상당한 크기에 도달하는 너겟 형태의 자유 상태에서 자연에서 발생한다는 사실에 의해 촉진되었습니다. 현재 구리는 전기 공학, 전력선 건설, 전신 및 전화 장비, 라디오 및 텔레비전 장비 제조에 널리 사용됩니다. 구리는 전선, 케이블, 타이어 및 기타 전도성 제품을 만드는 데 사용됩니다. 구리는 높은 전기 및 열 전도성, 인성 및 내식성을 가지고 있습니다. 물리적 특성은 구조 때문입니다. 그것은 입방면 중심의 공간 격자를 가지고 있습니다. 녹는점은 +1083 °C, 끓는점은 +2360 °C입니다. 평균 인장 강도는 가공 유형에 따라 다르며 220~420MPa(22~45kgf/mm 2), 상대 연신율 - 4-60%, 경도 - 35-130 HB, 밀도 - 8,94 g/cm 3. 뛰어난 특성을 지닌 구리는 구조 재료와 동시에 기계 공학의 요구 사항을 충족하지 않으므로 합금됩니다. 즉, 아연, 주석, 알루미늄, 니켈 등과 같은 금속이 합금에 도입됩니다. 기계적 및 기술적 특성을 개선합니다. 순수한 형태의 구리는 제한된 범위, 더 널리 사용되는 합금입니다. 화학 성분에 따라 구리 합금은 기술적 목적에 따라 황동, 청동 및 구리-니켈로 나뉩니다. 변형 가능, 반제품 생산 (와이어, 시트, 스트립, 프로파일) 및 주조, 부품 주조에 사용됩니다. 놋쇠 - 구리와 아연 및 기타 성분의 합금. 아연 외에 다른 합금 원소를 포함하는 황동은 복합 또는 특수라고 하며 아연 외에 도입된 합금 성분에 따라 이름이 지정됩니다. 예: tompak L90은 90% 구리를 포함하는 황동이고 나머지는 아연입니다. 알루미늄 황동 LA77-2 - 구리 77%, 알루미늄 2%, 나머지는 아연 등입니다. 황동은 구리에 비해 강도, 내식성 및 탄성이 뛰어납니다. 그들은 주조, 압력 및 절단에 의해 처리됩니다. 반제품이 만들어집니다 (시트, 테이프, 스트립, 콘덴서 및 열교환 기 파이프, 와이어, 스탬핑, 밸브-탭, 밸브, 메달 및 배지, 미술품, 악기, 벨로우즈, 베어링). 청동은 주석, 알루미늄, 베릴륨, 실리콘, 납, 크롬 및 기타 요소가 첨가제로 사용되는 구리 기반 합금입니다. 청동은 무주석(BrA9Mts2L 등), 주석(BrO3ts12S5 등), 알루미늄(BrA5, BrA7 등), 규소(BrKN1-3, BrKMts3-1), 망간(BrMts5), 베릴륨청동으로 나뉜다. (BrB2, BrFNT1,7 등). 청동은 스톱 밸브(수도꼭지, 밸브), 물, 기름, 증기, 약간 공격적인 매체, 해수에서 작동하는 다양한 부품의 생산에 사용됩니다. 3. 알루미늄 합금 "알루미늄"이라는 이름은 기원전 500년 동안 라틴어 alumen에서 유래했습니다. 이자형. 천을 염색하고 가죽을 태울 때 에칭에 사용되는 알루미늄 명반이라고 합니다. 자연계에서 알루미늄은 산소와 규소에 이어 50위, 금속 중에서 90위를 차지한다. 기술 활용면에서는 철 다음으로 5위다. 알루미늄은 자유 형태로 발생하지 않으며 보크사이트, 네펠린 및 명반석과 같은 광물에서 얻어지는 반면, 알루미나는 먼저 생산된 다음 전기분해에 의해 알루미나에서 알루미늄이 얻어집니다. 알루미늄의 기계적 성질은 낮습니다 : 인장 강도 - 9-XNUMX MPa (XNUMX-XNUMX kgf / mm 2), 연신율 - 25-45%, 경도 - 13-28 HB. 알루미늄은 용접이 잘되나 가공이 어렵고 선수축률이 1,8%로 크며 순수한 형태의 알루미늄은 거의 사용되지 않으며 주로 구리, 마그네슘, 규소, 철 등과의 합금이 널리 사용된다. 항공 및 기계 공학, 전력선, 지하철 차량 및 철도에 필요합니다. 알루미늄 합금은 주조와 단조로 나뉩니다. 주조 알루미늄 합금은 정제 및 정제되지 않은 주괴로 생산됩니다. 문자 "P"가 있는 등급을 지정하는 합금은 식품 기구 제조용입니다. 합금의 기계적 성질은 화학적 조성과 생산 방법에 따라 다릅니다. 합금에 포함된 주요 성분의 화학적 조성은 등급에 따라 결정될 수 있습니다. 예를 들어, AK12 합금에는 12%의 실리콘이 포함되어 있고 나머지는 알루미늄입니다. AK7M2P - 7% 실리콘, 2% 구리, 나머지는 알루미늄입니다. 다양한 산업 분야에서 가장 널리 사용되는 것은 실리콘과 알루미늄의 합금입니다. 실 루민은 SIL-00의 XNUMX 가지 등급으로 생산됩니다. STR-0, STR-1 및 STR-2. 알루미늄(베이스) 및 실리콘(10-13%) 외에도 이 합금에는 철 - 0,2-0,7%, 망간 - 0,05-0,5%, 칼슘 - 0,7-0,2%, 티타늄 - 0,05-0,2%, 구리 - 0,03% 및 아연 - 0,08%. 자동차, 트랙터, 승용차의 다양한 부품이 실루민으로 만들어집니다. 다른 알루미늄 합금의 생산에서 압력 처리 및 헤밍을 위한 주괴의 알루미늄 가공 합금은 특정 표준에 의해 표준화됩니다. 압력 처리용 합금은 알루미늄(베이스), 합금 원소(구리 - 5%, 마그네슘 - 0,1-2,8%, 망간 - 0,1-0,7%, 실리콘 - 0,8-2,2%, 아연 - 2-6,5% 및 소량으로 구성됨) 기타 불순물). 이러한 합금의 브랜드: VD1, AVD1, AVD1-1, AKM, 반제품은 시트, 스트립, 스트립, 플레이트, 잉곳, 슬래브와 같은 알루미늄 합금으로 만들어집니다. 또한 비철 야금은 주조에 의한 단금속 및 바이메탈 베어링 제조에 사용되는 알루미늄 감마 합금을 생산합니다. 화학 성분에 따라 표준은 이러한 합금의 다음 등급을 제공합니다: AO3-7, AO9-2, AO6-1, AO9-1, AO20-1, AMST. 이 표준은 또한 이러한 합금으로 만든 제품의 작동 조건을 정의합니다. 2), 온도 100 ~ 120 °C, 경도 - 200 ~ 320 HB. 4. 티타늄 합금 타이탄 - 은백색 금속. 그것은 자연에서 가장 흔한 요소 중 하나입니다. 지각의 유병률(0,61%) 측면에서 다른 요소 중 4,5위입니다. 티타늄은 가볍습니다(밀도는 XNUMXg/cm 3), 내화성 (융점 1665 ° C), 매우 강하고 연성이 있습니다. 표면에 저항성 산화막이 형성되어 담수와 해수 및 일부 산에서 부식에 잘 견딥니다. 최대 882°C의 온도에서는 육각형 밀집 격자를 가지며, 더 높은 온도에서는 체심 입방체를 가집니다. 티타늄 시트의 기계적 성질은 화학적 조성과 열처리 방법에 따라 달라집니다. 인장 강도는 300-1200MPa(30-120KGS/mm 2), 연신율 - 4-10%. 티타늄의 유해한 불순물은 질소, 탄소, 산소 및 수소입니다. 연성과 용접성을 감소시키고 경도와 강도를 증가시키며 내식성을 악화시킵니다. 500°C 이상의 온도에서 티타늄과 그 합금은 수소를 흡수하여 쉽게 산화되어 취성(수소 취성)을 유발합니다. 800°C 이상으로 가열되면 티타늄은 산소, 질소 및 수소를 강력하게 흡수하며, 이 능력은 야금에서 강철을 탈산시키는 데 사용됩니다. 다른 비철금속 및 철강의 합금원소 역할을 합니다. 놀라운 특성으로 인해 티타늄과 그 합금은 항공기, 로켓 및 조선에 널리 사용됩니다. 반제품은 티타늄과 그 합금(시트, 파이프, 막대 및 와이어)으로 만들어집니다. 티타늄을 생산하는 주요 산업 재료는 일메나이트, 루틸, 페로브스카이트 및 스펜(티타나이트)입니다. 티타늄을 생산하는 기술은 복잡하고 시간과 시간이 많이 소요됩니다. 먼저 티타늄 스폰지를 만든 다음 진공 용광로에서 재용해하여 가단성 티타늄을 생산합니다. 스폰지 티타늄, 마그네슘-열적 방법으로 얻은 티타늄 합금 및 기타 목적의 생산을 위한 출발 물질로 사용됩니다. 화학 성분 및 기계적 특성에 따라 TG-90, TG-100, TG-110, TG-120, TG-130과 같은 스폰지 티타늄 등급이 표준으로 설정됩니다. 브랜드 지정에서 문자 "TG"는 스폰지 티타늄, "Tv"는 단단함을 의미하고 숫자는 브리넬 경도를 의미합니다. 스폰지 티타늄은 불순물을 포함합니다: 철 - 최대 0,2%, 실리콘 - 최대 0,04%, 니켈 - 최대 0,05%, 탄소 - 최대 0,05%, 염소 - 최대 0,12%, 질소 - 최대 0,04%, 산소 - 최대 0,1%. 다양한 반제품(시트, 파이프, 로드, 와이어)의 제조를 위해 압력 처리된 티타늄 및 티타늄 합금이 사용됩니다. 화학 성분에 따라 표준은 VT1-00, VT1-0, OT4-0, OT4-1, OT4, VT5, VT5-1, VT6, VT20, VT22, PT-7M, PT- 7V, PT -1m 주요 구성 요소: 알루미늄 - 0,2-0,7%, 망간 - 0,2-2%, 몰리브덴 - 0,5-5,5%, 바나듐 - 0,8-5,5%, 지르코늄 - 0,8-3%, 크롬 - 0,5-2,3 %, 주석 - 2-3%, 실리콘 - 0,15-0,40%, 철 - 0,2-1,5%. 합금의 등급에 따라 철, 규소 및 지르코늄이 주성분 또는 불순물이 될 수 있습니다. 5. 아연 합금 아연-구리 합금 - 황동 -고대 그리스와 이집트인들에게 알려졌습니다. 그러나 산업적 규모의 아연 제련은 XNUMX세기에만 시작되었습니다. 아연 - 엷은 회청색의 금속으로 실온 및 200°C에서 부서지기 쉽고 100-150°C로 가열하면 연성이 된다. 표준에 따라 아연은 최대 25kg의 잉곳 및 블록 형태로 생산 및 공급됩니다. 이 표준은 또한 아연 등급과 적용 분야를 설정합니다. CVO(아연 - 00%) - 인쇄 및 자동차 산업용; TsV99,997, TsV (아연 - 99,995%) - 산화아연, 아연 분말 및 순수한 시약을 얻기 위해 특히 중요한 목적을 위한 부품 제조를 위한 압력 주조 생산용; ZOA(아연 1%), ZO(아연 99,99%) - 아연 시트 제조용, 압력 처리된 아연 합금, 백색, 합자, 고온 및 갈바닉 아연 도금용; Ts99,98S, Ts99,975, Ts1S, Ts1, Ts2S, Ts2 - 다양한 목적을 위해. 아연 합금은 황동, 아연 청동, 다양한 철강 제품 코팅용 합금, 갈바닉 요소 제조용, 인쇄용 등 산업에서 널리 사용됩니다. 주조용 잉곳의 아연 합금은 표준화됩니다. 이 합금은 자동차 및 계측뿐만 아니라 다른 산업에서도 사용됩니다. 이 표준은 합금의 등급, 화학적 조성, 합금으로 만들어진 제품을 결정합니다. 1) TsAM4-10 - 특히 중요한 부품; 2) TsAM4-1 - 중요 부품; 3) TsAM4-1V - 중요하지 않은 부품; 4) TsA4O - 안정적인 치수의 중요 부품; 5) CA4 - 안정적인 치수의 중요하지 않은 부품. 아연 마찰 방지 합금, 주조 및 압력 처리 방법에 의한 반제품뿐만 아니라 단금속 및 바이메탈 제품의 생산을위한 것이 표준화되었습니다. 합금의 기계적 특성은 화학적 조성에 따라 다릅니다. 인장 강도 δВ = 250-350MPa(25-35KGS/mm 2), 상대 연신율 δ = 0,4-10%, 경도 - 85-100 HB. 이 표준은 이러한 합금의 등급, 적용 영역 및 작업 조건을 설정합니다. TsAM9-1,5L - 단일 금속 라이너, 부싱 및 슬라이더 주조; 허용: 하중 - 10MPa(100kgf/cm 2), 슬라이딩 속도 - 8m/s, 온도 80°C; 금속 프레임이 있는 상태에서 주조하여 바이메탈 부품을 얻은 경우 하중, 슬라이딩 속도 및 온도를 최대 20MPa(200KGS/cm 2), 각각 10m/s 및 100°C: TsAM9-1,5 - 롤링을 통해 바이메탈 테이프(강철 및 두랄루민과 아연 합금)를 얻습니다. 이 테이프는 스탬핑을 통해 라이너를 제조하기 위한 것입니다. 허용 가능: 하중 - 최대 25MPa(250kgf/cm 2), 슬라이딩 속도 - 최대 15m/s, 온도 100°C; AM10-5L - 베어링 및 부싱 주조, 허용: 하중 - 10 MPa(100 KGS/cm 2), 슬라이딩 속도 - 8m/s, 온도 80°C. 강의 12. 비금속 재료의 특성 1. 비금속 재료 XNUMX세기 후반으로 거슬러 올라갑니다. 우리 나라에서는 다양한 산업과 국가 경제 전반에서 비금속 재료의 사용에 많은 관심을 기울였습니다. 합성 수지 및 플라스틱, 천연 고무를 대체하는 합성 고무, 강화 및 충전 플라스틱을 포함하여 특정 기술적 특성을 지닌 고품질 폴리머와 같은 다양한 비금속 재료의 생산이 확립되고 지속적으로 증가했습니다. 플라스틱 및 기타 비금속 재료는 물리적, 화학적, 기계적 및 기술적 특성이 우수하여 기계 공학, 전기 공학, 전자 공학 등 다양한 산업에서 널리 사용되었습니다. 구조 재료로서 플라스틱은 점점 더 대체되고 있습니다. 값비싼 금속. 플라스틱을 사용하면 디자인을 지속적으로 개선할 수 있습니다. 기계 및 장비의 장착과 다양한 장치의 부분 조립은 무게를 줄이고 신뢰성과 내구성을 향상시키며 생산성을 높일 수 있습니다. 플라스틱 생산은 비철금속 생산보다 2~3배 적은 자본 투자가 필요합니다. 플라스틱 생산을 위한 출발 물질은 석탄, 석유 및 천연 가스 가공의 값싼 제품입니다. 플라스틱은 기계적 성질을 향상시키기 위해 강화됩니다. 낮은 하중과 속도의 마찰(슬라이딩) 메커니즘에서 작동하는 다양한 부품의 제조에는 마찰 방지 폴리머 및 플라스틱 재료와 같은 비금속 재료가 사용됩니다. 이 재료는 낮은 마찰 계수, 높은 내마모성, 내화학성을 가지며 윤활 없이 작동할 수 있습니다. 그러나 낮은 열전도율, 상당한 열팽창 계수(금속의 수십 배), 낮은 경도 및 높은 컴플라이언스는 광범위한 사용 가능성을 제한합니다. 그들은 다른 재료, 금속 및 플라스틱과 함께 가장 효과적으로 사용됩니다. 또한 브레이크 직조 석면 테이프 및 마찰 석면 라이닝은 모든 기후대에서 사용할 수 있는 성형, 압착, 직조, 판지-베이클라이트 및 나선형 감김과 같은 마찰 비금속 재료로 사용됩니다. 마찰 석면 라이닝은 자동차, 항공기, 트랙터, 금속 절단 및 섬유 기계, 취급 장비 및 디젤 기관차의 마찰 장치에 사용됩니다. 마찰 장치에서 작동하는 이러한 비금속 라이닝의 자원은 상당히 높습니다. 예를 들어 디젤 엔진이 장착된 자동차의 경우 6000시간, 자동차 - 125km, 트럭 - 000km입니다. 브레이크 직조 석면 테이프는 표면 마찰 온도가 최대 75°C인 기계 및 메커니즘의 브레이크 및 마찰 장치의 라이닝으로 사용됩니다. 비금속 재료는 다양한 산업과 경제 전반에서 널리 사용됩니다. 2. 고분자: 구조, 중합 및 중축합, 특성 현재 수혈을 위한 폴리머 시스템이 없는 의학, 투명 폴리머 튜브가 없는 의료 장비, 고무 가열 패드, 아이스 팩 등이 없는 환자 관리 용품이 없는 의학을 상상하기는 어렵습니다. . 폴리머는 금속 및 합금과 크게 다릅니다. 폴리머의 분자는 긴 사슬로 늘어나서 폴리머의 분자량이 높아집니다. 폴리머 분자는 중합 및 중축합에 의해 초기 저분자량 생성물인 모노머로부터 얻어진다. 중축합 중합체는 페놀-포름알데히드 수지, 폴리에스테르, 폴리우레탄 및 에폭시 수지를 포함한다. 폴리 염화 비닐, 폴리에틸렌, 폴리스티렌, 폴리 프로필렌은 중합 유형의 고분자 화합물입니다. 고분자 및 고분자 화합물은 단백질로 구성된 동물 및 식물 세포와 같은 유기적 성질의 기초입니다. 많은 의료 기기의 제조에는 천연 원료를 기반으로 한 고분자 재료와 합성 및 고분자 재료와 같은 인공 재료가 널리 사용됩니다. 대부분의 드레싱은 면모, 거즈 및 그 제품, 정렬, 봉합사 (수술 용 실크)와 같은 천연 고분자 재료로 만들어집니다. 폴리머는 다양한 기구, 의료 장비 및 장비의 부품 제조에 사용되는 플라스틱의 기초입니다. 페놀-포름알데히드 액체 및 고체 수지와 같은 중합체는 다양한 산업 및 경제 전반에 걸쳐 폭넓게 응용되고 있습니다. 페놀-포름알데히드 액상 레졸형 수지 - 개질제 및 안정제를 첨가하거나 첨가하지 않고 촉매 존재하에서 페놀과 포름알데히드의 중축합 생성물 - 평균 밀도 1,2g/의 적갈색에서 짙은 체리색까지 균질한 투명 액체로 공급됩니다. 센티미터 3. 그들은 단열 및 방음 제품, 합판, 마분지 및 섬유판, 유연한 기반의 연마 도구, 유리 섬유, 석면 및 석면 마찰 제품, 광산 지붕용 탄소 섬유 등의 생산에 사용됩니다. 수지 등급: SFZh-303, SFZh -305 등 노볼락 및 레졸 유형의 고체 페놀-포름알데히드 수지 - 개질 물질을 첨가하거나 첨가하지 않은 촉매의 존재하에 페놀(또는 그 분획)과 포름알데히드의 중축합 생성물. 분말, 플레이크 및 부스러기 형태로 제공됩니다. 고무 화합물, 성형 매스, 적층 플라스틱, 래커 전도성 현탁액, 부식 방지 페인트 및 바니시 및 접착제, 연마 제품 및 쉘 몰드용 바인더, 발포 플라스틱 제조, 오일 바니시 생산에 사용됩니다. 페인트 및 바니시 및 식품 산업. SF-010A, SF-010, SF-010M(변형), SF-014 등의 수지 등급이 생산됩니다. 3. 플라스틱: 열가소성, 열경화성 수지, 가스 충전 플라스틱 - 플라스틱 - 바인더 역할을하고 재료의 주요 기술적 특성을 결정하는 중합체 인 고분자 유기 화합물을 기반으로 얻은 재료입니다 탄성에 따라 플라스틱은 강성, 탄성의 세 그룹으로 나뉩니다. 모듈러스 700 MPa, 최대 70 MPa 플라스틱은 열가소성 및 열경화성 및 가스 충전 셀 구조의 형태로 모놀리식으로 생산됩니다. 열가소성 플라스틱에는 저압 폴리에틸렌, 폴리프로필렌, 내충격성 폴리스티렌, ABS 플라스틱, 폴리염화비닐, 유리 섬유, 폴리아미드 등이 포함됩니다. 열경화성 플라스틱에는 경질 폴리우레탄 폼, 아미노플라스트 등이 포함됩니다. К 가스로 채워진 플라스틱 폴리우레탄 폼 포함 - 가스 충전 초경량 구조 재료. 열가소성 물질 - 저압 폴리에틸렌 - 복합 유기 금속 촉매를 사용하여 저압에서 얻은 에틸렌 중합 생성물. 이 폴리에틸렌의 기본 등급은 20108-001, 20208-002, 20308-005 등입니다. 폴리에틸렌의 밀도는 0,931 ~ 0,970g/cm 3. 고충격 폴리스티렌은 스티렌과 고무 또는 기타 가소제를 공중합한 제품으로 범용 폴리스티렌보다 기계적 물성이 높습니다. 그것은 높은 경도, 충격 강도, 탄성, 인장 강도, +65 ~ -40 °C 범위의 온도 저항을 가지고 있습니다. 아미노 - 열경화성 플라스틱 - 충전제(유기, 광물 또는 이들의 조합), 착색 및 변형 물질을 사용하여 아미노 수지를 기반으로 얻은 우레아 및 멜라민-포름알데히드 덩어리를 압착합니다. Marten 내열성은 최소 100-180 ° C, 충격 강도는 3,9-29,4 kJ / m입니다. 2 (4-30kgf × cm/cm 2), 수축률 - 0,2-0,8%, 비 체적 전기 저항 - 1? 10 11 -1×10 12 옴 × cm 아미노플라스트에서 가정용, 기술 및 전기용 제품은 핫 프레스로 제조됩니다. KFA-11, KFB-1 등 총 1가지 등급의 아미노플라스트가 생산됩니다. 폴리우레탄 폼 - 가스 충전 플라스틱 - 초경량 구조 재료. 폴리에테르 및 폴리에스터, 이소시아네이트, 촉매 및 유화제는 생산을 위한 출발 물질입니다. 탄성 폴리우레탄 폼(PPU)에는 폐쇄형 비연통 가스 충전 셀(폼 플라스틱)과 소통 셀(폼 플라스틱)이 있습니다. 일반적인 용어 "거품"이 자주 사용됩니다. 탄성 폼에는 70%의 공기 소통 모공이 포함되어 있습니다. 밀도는 25-29kg/mXNUMX입니다. 3, 부패에 잘 견디며 제품의 드라이 클리닝에 사용되는 물질이며 인장 강도는 0,07-0,11 MPa입니다. 탄성 폴리우레탄 폼은 살이 포동 포동하게 찐 가구, 자동차 시트, 트랙터 및 기타 제품의 생산에 사용됩니다. 경질 폴리우레탄 폼은 단열 및 방음 재료로 의자 본체, 장식 요소 제조에 사용됩니다. 충전 발포 플라스틱(PPU)은 최근 몇 년 동안 널리 보급되었습니다. 4. 엘라스토머 "엘라스토머"라는 용어는 "합성 고무"와 "천연 고무"라는 이름을 대체하기 위해 도입되었습니다. 엘라스토머 폴리머는 넓은 온도 범위에서 높은 탄성을 갖는 폴리머라고 합니다. 상대적으로 작은 작용 하중에서 상당한(수백에서 1000% 이상) 가역적 변형을 겪을 수 있는 능력입니다. 이러한 종류의 최초의 탄성 소재는 무독성으로 인해 의료 제품을 포함한 엘라스토머 생산에서 중요성을 잃지 않은 천연 고무였습니다. 고무는 라텍스(브라질 헤베아의 유액)로부터 얻어지며, 물의 절반 이상으로 구성되어 있으며, 고무 34~37%, 단백질 2~2,7%, 수지 1,65~3,4%, 1,5~4,92%가 용해되어 있다. 설탕 50%. 천연 고무가 산업 원료로 준비되는 농장에서 라텍스는 유기산으로 응고되어 주름진 시트로 말아지고 연기 챔버에서 +2,5 °C의 온도로 훈제됩니다. 연기의 구성 물질은 고무 산화의 방부제 및 안정제 역할을 합니다. 웨이퍼 표면 패턴이 있는 3-5mm 두께의 이러한 시트를 "스모켓 시트"라고 합니다. 그들은 가장 일반적으로 사용되는 조림 생 고무의 형태로 사용되며 정제 고무의 원소 분석 데이터는 실험식 C8HXNUMX(이소프렌)에 해당합니다. 합성고무 (엘라스토머)는 촉매(공정 촉진제)의 참여와 함께 단량체로부터 중합에 의해 얻어진다. 최초의 소비에트 합성 고무는 S. D. Lebedev가 기술 알코올에서 얻었습니다. 현재 천연고무와 거의 차이가 없는 이소프렌을 비롯한 여러 종류의 합성고무(엘라스토머)가 생산되고 있습니다. 의료용 제품에는 실리콘과 산소 원자로 구성된 고분자 사슬이 주성분인 살록산(실리콘) 고무가 사용됩니다. 내열성이 있고 생리학적으로 불활성입니다. 합성고무 제조의 원료는 석유, 천연가스, 석탄이다. 고무 또는 "미가공" 고무 혼합물을 탄성 고무(필요한 성능 특성을 갖는 재료)로 변형하는 것은 가황에 의해 수행됩니다. 금속 및 합금의 열처리와 같은 가황은 고무의 구조를 변화시킵니다. 가황하는 동안 엘라스토머 분자는 화학 결합에 의해 공간 2차원 네트워크로 연결("가교"됨)되어 필요한 탄성 및 강도 특성(강도, 탄성, 경도, 인열 저항, 등.). 주요 가황제는 황입니다. 텔루륨과 셀레늄도 사용됩니다. 고무에 황을 더 많이 첨가할수록 엘라스토머가 더 단단해지고 탄성이 떨어집니다. 현대 생산에서는 가황제 외에도 유기 촉진제가 널리 사용되며, 그 존재는 황의 양(10% 대신 최대 130%)과 가황 온도를 감소시킵니다. +150-XNUMX °C의 온도 대신 실온에서 가황이 진행되는 덕분에 초가속기가 있습니다. 5. 고무 다양한 유형 및 브랜드의 고무는 탄성 재료 그룹에 속합니다. 엘라스토머. 고무는 모양이 있는 것과 모양이 없는 것으로 나뉩니다. 성형되지 않은 고무에는 이른바 생고무의 큰 그룹이 포함됩니다. 생고무는 두께가 다른 판 형태로(10, 11, 14 등) 활석으로 코팅된(고착 방지용) 또는 천 개스킷이 있는 롤 형태(옥양목에서)로 숫자(XNUMX, XNUMX, XNUMX 등)로 생산됩니다. 또한 고무가 접착되지 않도록 보호합니다. 형태가 없는 원시 고무는 합성 고무 또는 천연 고무를 기본으로 한 고무 화합물의 가황에 의해 얻습니다. 주요 가황제는 유황이지만 셀레늄과 텔루륨도 사용됩니다. 브랜드에 따라 생고무를 사용하여 특정 특성을 가진 다양한 성형 제품을 얻습니다. 예를 들어, 산-알칼리성, 내열성, 내한성, 식품 등급 등 여러 유형의 기술 시트 고무가 생 고무에서 얻어집니다. 내한성 고무는 -45 ° C까지의 온도에서 그 특성을 유지합니다. 3-4mm 두께의 기술 시트 고무는 냉수를 운반하는 파이프라인의 플랜지 조인트에 밀봉 개스킷을 제조하는 데 사용되며 직물 개스킷(합성 직물로 제작)이 있는 고무는 온도가 높은 온수를 운반하는 데에도 사용됩니다. ~ +100 °C 커플링, 링, 밸브, 각종 개스킷 등의 원료 고무로부터 압착, 압출 및 사출 성형과 같은 성형 방법을 사용하여 다양한 고무 제품을 얻습니다. 고무 제품을 압축하는 과정은 100-300 기압의 압력으로 수압 프레스를 가황하는 과정에서 발생합니다. 및 +140-160 °C의 온도에서. 살이 포동 포동하게 찐 가구의 생산에는 합성 고무 또는 천연 고무를 기본으로 한 발포 고무가 널리 사용됩니다. 발포고무의 제조에는 라텍스 혼합물을 사용하며 18~21시간 동안 유지하고 발포 및 가황한 후 건조합니다. 발포 고무는 시트 또는 성형된 가구 요소의 형태로 생산됩니다. 탄성, 탄성, 잔류 변형 측면에서 발포 고무는 살이 포동 포동하게 찐 가구에 이상적인 소재입니다. 기포 고무 연통 기공을 통해 공기를 통과시켜 자체 환기 및 냉각. 폼 가구 요소의 무게를 줄이기 위해 보이드로 만들어 지지만 상당한 하중을 견딜 수있는 능력을 유지하려면 보이드의 부피가 전체 요소 부피의 40 %를 초과해서는 안됩니다. 개별 제품 그룹의 제조를 위한 고무는 제품이 기능적 목적을 충족하고 신뢰할 수 있는 작동을 보장하는 추가 요구 사항을 따라야 합니다. 현재 업계에서는 세 가지 등급의 시트 고무를 생산합니다. 제한된 내유성 및 내유성(OMB); 증가된 내유성 및 내유성(PMB)은 사용된 고무의 경도에 따라 세분됩니다. 연질(M) -45 ° C ~ +90 ° C의 온도에서 작동; 중간 경도(C) - -60 °C ~ +80 °C의 온도에서, 증가된 경도(P) - -60 °C ~ +80 °C의 온도에서. 6. 실런트 실런트(실런트) 건설, 주택 및 공동 서비스 시스템, 기계 공학, 가구 생산, 일상 생활, 다양한 수리 작업 중 거의 모든 곳에서 사용됩니다. 실란트는 페이스트, 퍼티 또는 액체 형태의 폴리머 조성물로, 표면에 적용된 후 폴리머 베이스의 가황 결과 즉시 또는 일정 시간 후에 두꺼워집니다. 실란트 제조에는 액상 합성 고무와 특수 첨가제가 사용됩니다. 업계에서는 건물 외관, 봉합사-티오콜 및 아크릴레이트, 건물 고무-실리콘, 아크릴 등 다양한 유형의 실란트를 생산합니다. 유리 작업에서 thiokol 실란트 7-30M 및 UT-31은 주로 +18 °C ~ +30 °C의 온도에서 경화되는 조인트를 밀봉하는 데 사용됩니다. 주택 및 공동 서비스 시스템에서 KLT-30 실리콘 실란트는 -60 °C ~ +200 °C의 온도 범위에서 작동하는 나사산 연결부를 밀봉하는 데 널리 사용됩니다. 최근 몇 년 동안 DAP, KVADRO, KIMTEC, KRASS와 같은 외국 회사에서 생산하는 많은 브랜드의 실런트가 러시아로 수입되었습니다. 실런트는 다른 유사한 재료와 비교하여 내습성, 기밀성 및 내구성이 있습니다. 폴리이소부틸렌 기반 실런트는 조립식 대형 패널 건물의 요소 사이의 외부 조인트를 밀봉하는 데 사용됩니다. 고무와 같은 실런트는 엘라스토머 그룹에 속합니다. 다용도성을 특징으로하는 가장 널리 사용되는 thiokol 실런트. 러시아 산업은 다음 브랜드의 thiokol 실런트를 생산합니다. 1) U-30M. U-30 블랙 실란트 페이스트, 가황제 9호 및 가황 촉진제-디페닐구아니딘의 일부로 제공되며, 사용 직전에 100:7:0,35 질량부의 비율로 혼합됩니다. -60 °C ~ + 130 °C의 모든 기후 조건에서 금속(황동, 구리, 은 제외) 및 묽은 산 및 알칼리, 액체 연료 및 공기에서 작동하는 기타 조인트를 밀봉하도록 설계되었습니다. 2) UT-31 - 연한 회색 페이스트 U-31, 가황기 No. 9 및 가황 촉진제, 금속(황동, 구리, 은 제외) 및 -60 °C 이상의 온도에서 공기 및 액체 연료에서 작동하는 기타 화합물을 밀봉하는 데 사용됩니다. 최대 +130 °C 및 최대 + 150 °C - 공기 중에서 잠시; 3) 51-UT-36A(접착제 있음) 및 51-UT-36B(접착제 없음) - 진회색 퍼티 페이스트 U-36, 에폭시 수지 E-40(51-UT-36B용) 및 200크롬 나트륨 가황기 ; 계측에 사용됩니다. 다양한 조인트를 밀봉하기 위해 +300 °C ~ +11 °C의 온도에서 작동하는 이음새, 액상 실록산 고무를 기반으로 한 내열성 실록산 실런트가 사용됩니다. 새로운 실록산 실란트 브랜드는 다음과 같습니다: elastosil 01-2, silpen. VPT-4L, KL-30, KLT-2, KLSE, VGO-1, KLVAE 등 내열성 및 내연료성 실란트는 VGF-2, VGF-51, 1-G-XNUMX 외 강의 13. 유리. 장식 재료 1. 유리: 무기 및 유기 다양한 산업, 건설 및 기타 경제 부문에서 무기 및 유기 유리가 사용됩니다. 무기 유리 기술, 건설 및 국내로 세분화됩니다. 차례로 건물 유리는 구조, 마감, 방음 및 단열로 나뉩니다. 표면 품질별 유리는 광택이 있고 광택이 없으며 유색 및 무색입니다. 경화 방법에 따라 - 일반, 어닐링, 경화 및 화학적 또는 기타 방법으로 경화. 프로파일에 따르면 유리는 평평하고 물결 모양이며 구부러지고 윤곽이 형성됩니다. 유리 무기 건물은 건축 분야에서 폭넓게 응용되고 있습니다. 벽, 랜턴(다양한 건물의 지붕에 있는) 유리창에 사용됩니다. 무기 유리는 순수한 석영 모래(실리카), 황산나트륨 및 석회석을 포함하는 용융물을 냉각시켜 얻습니다. 창 및 도어 블록의 유약에 대한 가장 큰 응용 프로그램인 파티션은 1 및 2 등급의 시트 창 유리로 수신되었습니다. 이 유리의 밀도는 2000-2600kg/m입니다. 3, 광선 투과율 - 84-87%, 낮은 열전도율. 업계는 또한 무색 및 릴리프 패턴으로 착색된 등급 1 및 2의 시트 패턴 유리를 생산합니다. 열 연마 시트 유리, 유색 시트 유리(적색, 청색, 녹색, 황색), 매끄럽고 유색 및 무색; 표면이 매끈하거나 물결 모양이거나 패턴이 있는 것; 강화되지 않고 강철 메쉬로 강화됨 (3 가지 유형 사용 가능 : 채널 프로파일, 상자 모양 프로파일 - 하나 또는 두 개의 이음매 포함, 리브 프로파일); 무색 및 유색, 매끄럽고 주름진 패턴이있는 금속 메쉬로 강화 된 판유리. 유기 유리 - 불포화폴리에스터수지, 투명폴리머 제품. 기술, 구조, 시트, 조명 및 시계로 나뉩니다. 기술 유기 유리는 일반적으로 다양한 산업 및 경제에서 널리 사용되는 메타크릴산 메틸 에스테르의 가소화 및 비가소화 중합체(공중합체)입니다. 이 표준은 XNUMX가지 등급의 TOSP 유리(가소화 기술 유기 유리)를 제공합니다. TOSN - 비가소화 기술 유기 유리; TOSS - 기술 유기 공중 합체 유리. 기술 유기 유리의 물리적 및 기계적 특성: 연화 온도(두께에 따라 다름) - 92-130 °C, 충격 강도 - 6-9 kJ/m 2 (6-9 kgf - 20 ° C에서 밀도), 투명도 (최대 30 mm 두께) - 85-88%, 40 ° C에서 1시간 동안 과열 수축 - 3,5-4%, 파단 인장 응력 - 60-80MPa (600-800kgf/cm 2), 상대 파단신율 - 2-2,5%. 구조용 유기 유리는 세 가지 등급으로 제공됩니다. SOL - 가소화 유기 유리; ST-1 - 유기 비가소화 유리 및 2-55 - 공중합체 유리. 이러한 등급의 유기 유리는 기기 및 조립 산업에서 구조 재료로 사용됩니다. 2. 시톨, 메탈 안경 글라스세라믹(글라스세라믹) - 유리를 기반으로 하는 유리-세라믹 재료로, 세라믹과 유사한 결정 구조에서 후자와 다르지만 재료 다공성을 제외하고 더 작은(분수에서 1-2 미크론까지) 결정과 더 조밀한 패킹이 있습니다. 유리 세라믹은 결정화를 추가하여 특수 조성의 유리 전하를 녹이고 용융물을 플라스틱 상태로 냉각하고 유리 기술 방법(프레싱, 블로잉, 인발)을 사용하여 제품을 성형하여 생산됩니다. 성형 제품은 특수 열처리를 거쳐 유리-세라믹의 특징인 세밀하고 조밀한 구조를 형성합니다. 유리-세라믹은 화학 조성에 따라 다음 그룹으로 세분됩니다. STL - spodumene; STM - 근청석; STB - 붕소-바륨 및 붕소-납, 고실리콘, 포토이탈. STL 브랜드의 시탈에는 리튬, STM 브랜드 - 마그네슘이 포함되어 있습니다. 시톨은 투명, 불투명, 흰색, 크림색 및 유색일 수 있습니다. 속성별 유리 세라믹은 내화학성, 내마모성, 광학, 전기 절연성 및 내열성으로 나뉩니다. 내화학성 및 내마모성 유리 세라믹은 높은 내열성과 기체-액체 불투과성이 요구되는 굴뚝, 플런저, 화학 펌프 부품, 반응기 및 화학 장비의 제조에 사용됩니다. 합성 섬유 제조에서 내마모성 유리-세라믹은 실선 및 섬유 기계의 일부 기타 부품에 사용됩니다. 또한 다양한 제품의 길이와 각도를 측정하는 도구를 만드는 데 사용됩니다. XNUMX에 가까운 TCLE(열 저항)를 갖는 광학 유리-세라믹은 주로 천문 거울 및 레이저 제조에 사용됩니다. 전기 절연 유리-세라믹 특히 고온에서 전기적 특성으로 인해 라디오 및 전자 장치 및 설비의 제조, 가변 온도 및 습도 조건에서 작동하는 다양한 장치 및 고전압 모드에서 작동하는 절연체에 사용됩니다. TLKR이 XNUMX에 가까운 내열 유리-세라믹은 열교환기 생산뿐만 아니라 다양한 열 부하에서 작동하는 장치의 구조 재료로 사용됩니다. 금속 유리 Si-tall과 동일한 구조를 가지며 코팅만 금속입니다. 특정 금속 화합물은 이러한 유리를 생산하는 동안 기본 조성에 추가됩니다(금속 유리의 용도 및 적용 분야에 따라 다름). 특수 분위기(용융 매체)의 주어진 온도에서 금속 코팅은 다음과 같습니다. 유리 덩어리의 표면에 방출됩니다. 금속 유리는 주로 전기 공학에 사용됩니다. 금속 유리는 또한 유리-세라믹 재료(예: 두께 0,5-1mm 두께의 알루미늄 층 적용)에 고온 스프레이로 생산됩니다. 이러한 코팅은 알루미늄과 유리-세라믹 재료의 TLC에 상당한 차이가 있음에도 불구하고 급격한 온도 변화를 견뎌냅니다. 3. 탄소 및 질화붕소의 다형성 변형 다양한 산업 분야, 무엇보다 기계 공학 분야에서 널리 사용됩니다. 입방 붕소 니트릴 (CBN) - 합성 다이아몬드 생산에 내재된 기술에 따라 합성된 질소로 붕소 화합물의 결정질 입방체 변형. 기술적 요인의 변화로 인해 다양한 유형의 입방정 질화붕소가 생산됩니다 - elbor, elbor-R, cubo-nit, ismite, hexanite 등. 입방정 질화붕소 및 그 종류는 캐럿으로 측정되며 입자 크기에 따른 분류는 또한 철강 가공 및 철 기반 합금에 채택된 표준에 가깝습니다. 최근에는 최대 12mm 크기의 CBN 다결정이 얻어졌습니다. 기계 공학에서 널리 사용되는 것은 질화 붕소 - elbor-R 및 ismit을 기반으로 얻은 초경 재료입니다. 절삭 특성과 내마모성 측면에서 서멧 경질 합금 및 미네랄 세라믹보다 몇 배 더 우수합니다. CBN-R 커터는 CBN 블랭크가 커터 본체에 설치된 트랜지션 인서트에 장착되는 조립식과 블랭크(ELBOR-R)에 액체를 부어 공구 본체에 직접 부착하는 솔리드의 두 가지 유형으로 구성됩니다. (녹은) 금속. Elbor-R을 사용하면 처리된 표면의 높은 생산성과 청결을 보장할 수 있습니다. Elbor-R의 가장 효과적인 사용은 연삭 대신 경화강을 선삭할 때와 구멍을 뚫을 때입니다. 질화붕소(개질)를 기반으로 얻은 초경질 재료 이스마이트는 경화강을 선삭할 때 경질 합금보다 저항이 더 높습니다. 탄소의 입방체 결정질 변형은 다이아몬드입니다. 천연 및 합성은 산과 알칼리에 불용성이며 경도가 높으며 절단기, 유리 절단기, 금속 경도 측정용 팁 등의 제조에 사용됩니다. 4. 복합재료 건설을 포함한 국가 경제의 다양한 부문에서 다진 목재를 기반으로 한 다양한 복합 재료가 널리 사용됩니다. 마분지, 섬유판, 목재 콘크리트, 섬유판, 시멘트 결합 마분지 및 목재 접착제 조성물. 마분지는 바인더와 혼합된 목재 입자를 열간 압착하여 만듭니다. 이러한 판은 건축, 가구 생산에 널리 사용됩니다. 플레이트 치수: 길이 1830mm ~ 5680mm, 너비 - 1220mm ~ 2500mm, 두께 - 8mm ~ 28mm. 물리적 및 기계적 지표에 따르면 마분지는 P-A 및 P-B 등급으로 나뉩니다. 표면이 규칙적이고 세밀한 표면의 품질에 따라 다릅니다. 표면 처리 정도에 따라 - 광택 및 광택 없음; 소수성 특성에 따라 - 정상 및 증가된 내수성; 한 가지 단점이 있습니다. 레이어에 수직으로 인장 강도가 낮습니다. 목재 섬유판 침엽수 및 활엽수 목재 가공에서 발생하는 폐기물을 사용하여 만들어집니다. 목질섬유판은 보드의 밀도와 굽힘강도에 따라 연질(M-4, M-12, M-20), 반고체(PT-100), 경질(T-350, T- 400), 초경량 - ( ST-500). 기술적 특성에 따라 바이오, 내화성, 내습성 및 흡음성이 있습니다. 연질 섬유판은 벽, 칸막이, 천장, 층간 천장 등의 단열 및 방음 재료로 건설에 사용됩니다. 반경질 섬유판은 주거 및 공공 건물의 벽과 천장 클래딩에 사용됩니다. 경질 및 초경질 섬유판은 가구 생산 (캐비닛 가구의 후면 벽, 서랍의 하부 등), 건축 - 벽, 천장 등의 클래딩에 널리 사용됩니다. 이러한 보드는 두께가 2,5로 생산됩니다. -10mm. 중간 경질 섬유판은 합판 및 천연 목재를 대체하는 현대식 가구 제조를 위해 두께가 10~30mm인 "MDF 보드 - 중밀도 파이어브랜드(Medium Density Firebrands)"라는 브랜드 이름으로 해외에서 대량으로 생산됩니다. 최근 몇 년 동안 분쇄 된 목공 폐기물, 바인더-포틀랜드 시멘트, 첨가제-염화칼슘, 액체 유리, 황산 알루미늄 및 석회를 사용하여 만들어진 목재 콘크리트의 다양한 제품이 건설에 널리 사용되었습니다. Arbolit 벽 패널, 다양한 단열 제품의 생산에 사용됩니다. 농촌 지역의 목조 주택, 농장 및 다양한 건물 건설에 있어서의 밀폐구조물로서, 시멘트 널, 목재 부스러기, 포틀랜드 시멘트 및 화학 첨가제를 사용하여 만들어집니다. 플레이트는 다음 크기로 생산됩니다. 1200? 3600mm, 두께 8-25mm; 그들의 밀도는 1100-1400 kg/m 3, 굴곡 강도 - 9-12 MPa. 성형 용기의 제조에 널리 사용됩니다. 목재 접착제 조성물, 분쇄 된 목재와 결합제-첨가제-파라핀이있는 우레아-포름 알데히드 수지로 구성됩니다. 5. 합성 외장재 지난 020년 동안 다양한 합성 외장재가 사무실 인테리어, 다양한 건물 및 실외 작업을 장식하는 데 널리 사용되어 희소한 베니어판을 대체했으며 특히 마감 기술, 특히 이러한 외장재를 크게 단순화했습니다. 접착제 및 폴리머 재료를 기반으로 한 장식 필름과 같은 재료). 현재 "실제"기공을 모방하여 필름 재료를 얻는 기술이 사용됩니다. PDSO 및 PDO 브랜드의 이러한 필름(접착층 없음)은 가구 베니어판, 자동차 실내 장식에 사용됩니다. 필름 PDO-A-XNUMX은 항공기 객실 마감을 위해 항공 산업에서 사용됩니다. 고분자 재료를 기반으로 한 필름은 폴리 염화 비닐, 폴리 프로필렌, 폴리 에스테르 등의 구성으로 만들어집니다. 위의 필름 PDO 및 PDSO는 폴리염화비닐(수입도 있음)입니다. 최근에는 성능이 우수한 PVF(Polyvinyl Fluoride Film)가 다양한 목재 제품(도어 패널, 가구)은 물론 벽체 및 패널, 인테리어 요소의 축성용으로 사용되고 있다. 이러한 목적을 위해 PVF 필름 외에도 Skoch에서 제조한 비닐 클로라이드와 비닐 아세테이트 등급 VA의 공중합체를 기반으로 하는 자체 접착 필름이 사용됩니다. 이 필름은 금속화 효과와 함께 투명하고 착색되어 생산됩니다. 다양한 소비자들 사이에서 큰 수요가 보호 접착 테이프 폴리머 기반 유형 LT-38, LT-50은 보드를 마감할 때 페인트 재료의 물방울로부터 테두리 재료를 보호하는 데 사용됩니다. 접착 테이프는 얇은 끈적 끈적한 층이 적용되는 35-50 미크론 두께의 필름 인 폴리머베이스입니다. 조리대 제조에는 창틀, 문, 위생 장비, 라미네이트 (일종의 합성 외장재)가 자주 사용됩니다. 라미네이트 고온에서 종이를 압착하여 얻은 열 강화 적층판입니다. 라미네이트의 종이 베이스는 페놀 수지로 함침되고 외부 층은 멜라민으로 함침됩니다. 라미네이트는 내마모성, 식품 적합성, 세척 용이성, 불연성, 내습성입니다. 가구의 실내 장식을 위해 다양한 유형의 운송 마감이 널리 사용됩니다. 인조 가죽: 실내 장식 비닐 인조 가죽, 실내 장식 다공성 단일체 비닐 가죽, 실내 장식 다공성 단일체 인조 가죽 등 인조 가죽은 신발 제조업체에서도 큰 수요가 있습니다. 최근 몇 년 동안 주거 및 공공 인테리어를 장식하는 데 새로운 재료가 사용되었습니다. 매우 독창적이며 다양한 디자인, 인조석이 있습니다. 미네랄 아크릴 보드. 그들은 자연석과 같이 단단하고 구조가 다르며 마모에 강하고 상대적으로 가공하기 쉽습니다. 다공성 모 놀리 식 필름은 상부 모 놀리 식 표면과 하부 다공성 층 (두께 1,2-1,5mm, 폭 - 600-1360mm, 롤 길이 - 30-50m). 6. 장식용 라미네이트 장식용 라미네이트 주거, 공공 및 산업 건물, 다양한 차량의 내부 마감, 주방, 의료 및 상업용 가구의 작업 표면 라이닝에 수년 동안 사용되었습니다. 이 유형의 플라스틱은 우수한 물리적 기계적 및 장식적 특성을 가지며 잘 가공되고 고온, 충격 및 마모, 물, 증기, 식품 및 가정용 액체(차, 커피, 보드카, 에틸)의 작용에 강합니다. 알코올 등) d.). DBS 플라스틱의 밀도는 1,4g/cm 이상입니다. 3, 인장 파단 응력 - 63,6 MPa 이상, 굽힘 - 98 MPa (A 등급 - 17,6 MPa), 수분 흡수율은 4 % 이하, 내열성 - + 120 ~ + 140 ° C DBS 플라스틱은 전면의 품질과 물리적 및 기계적 매개변수에 따라 등급 A, B, C로 나뉩니다. 등급 A 플라스틱은 예를 들어 탁상용과 같이 향상된 내마모성을 요구하는 작동 조건에서 사용됩니다. 등급 B 플라스틱은 덜 가혹한 작동 조건에서 수직 표면 마감에 사용됩니다. B 등급 플라스틱은 장식용 재료로 사용됩니다. 장식용 라미네이트 (DBSP)는 열경화성 수지가 함침된 압축 용지 시트입니다. DBSP의 제조에서 멜라민-포름알데히드 수지가 함침된 보호층은 종이의 장식층(단색 또는 패턴)에 적용됩니다. 보호 필름의 제조에는 견목 또는 면에서 고도로 정제된 셀룰로오스가 사용됩니다. DBSP는 귀한 목재, 석재, 대리석, 천, 가죽 등을 모사한 단색의 다양한 컬러 프린팅 패턴으로 생산됩니다. 용도에 따라 이러한 플라스틱은 구조용, 외장용, 성형용으로 구분됩니다. 구조용 DBSP는 1mm 이상의 두께를 가지며 다양한 디자인에 사용됩니다. 플라스틱 직면 더 탄력 있고 최대 1mm의 두께를 가지며 마감재로 사용됩니다. 작동 조건에 따라 마분지를 마주하는 가구 및 기타 유형의 보드 표면은 두 가지 주요 그룹으로 나뉩니다. 그룹 I - 외부 환경에 직접 노출되는 상업용 및 기타 가구의 작업 및 전면; Group II DBS 플라스틱은 습기, 열 및 기타 요인에 지속적으로 노출되지 않는 주방, 어린이 및 기타 가구 제품의 전면에 사용됩니다. 열과 압력의 영향을 받는 성형 DBSP는 모양이 바뀔 수 있습니다. 복잡한 둥근 모양이나 모서리가 있는 모양 부품을 감싸는 데 사용됩니다. 성형 가능한 플라스틱 DBS의 단단한 시트 하나가 부품의 면과 가장자리에 늘어서 있습니다. 이 기술을 포스트포밍. DBS 플라스틱은 길이 400-3000mm, 너비 400-1600mm, 두께 1,0으로 생산됩니다. 1,3; 1,6; 2,0; 2,5 및 3,0mm. 1,0 두께 플라스틱의 뒷면; 1,3 및 1,6mm는 거칠어야 합니다. DBS 플라스틱 접착에는 PVA, bustilat, 에폭시 및 KN-2 매 스틱과 같은 다양한 접착제가 사용됩니다. 강의 14. 단열재 1. 단열재의 분류 산업 시설, 토목 구조물 건설 중 열 및 물 공급과 관련된 통신은 다양한 유형의 단열재를 사용하여 부정적인 온도의 영향으로부터 보호됩니다. 단열재를 다음과 같이 나눕니다. 1) 건설; 2) 고분자. 건설 단열재 구조별로 있습니다: 1) 섬유질; 2) 세포; 3) 세분화. 그리고 에 따라 공급원료: 1) 무기물(거품 유리, 필러가 있는 경량 콘크리트, 미네랄 울); 2) 유기물(발포 플라스틱, 벌집 모양 플라스틱, 피브로라이트, 목재 섬유 및 이탄 슬라브 등); 3) 고분자. 에 모양과 모양 단열재는 다음과 같이 나뉩니다. 1) 조각(슬라브, 반 실린더, 블록, 경량 벽돌 등); 2) 말리고 끈으로 묶는 것(플랫, 매트, 코드); 3) 느슨하고 느슨한 (유리 및 미네랄 울, 펄라이트 모래 등). 에 엄격 단열재는 다음과 같이 나뉩니다. 1) 단단하고 증가된 강성; 2) 강성; 3) 반강성; 4) 부드러운. 에 열 전도성 그들은 세 가지 클래스로 나뉩니다. 1) A - 낮은 열전도율; 2) B - 중간; 3) B - 증가. 단열재의 주요 지표는 열전도율이며 대부분은 0,02-0,2 W / m? °C 에 가연성 단열재가 생산됩니다. 1) 내화성; 2) 느린 연소; 3) 가연성. 고분자 단열재는 다음과 같이 나뉩니다. 1) 강성, 압축 강도 5 쉿 = 0,15MPa; 2) 반강성; 3) 탄성 5 쉿 = 0,01MPa 건축용 폴리머 단열재는 내구성이 있고 변형 특성이 광범위하며 화학적 및 내수성이 있습니다. 2. 단열재 및 차음재의 종류 직경 15-25mm의 파이프 라인과 해당 차단 밸브의 단열을 위해 KhPS-T-5,0 및 KhPS-T-2,5 등급의 폐 유리 섬유로 만든 캔버스 스티치 패브릭이 널리 사용됩니다. +450 ° C의 최대 온도에 대해 평균 밀도는 400-500 kg/m입니다. 3, 열전도율 - 0,053 W/(m × °С), 최대 + 300 °C의 온도용으로 설계, 난연성. 합성 바인더 브랜드 MT-35의 유리 스테이플 섬유로 만든 매트는 직경이 57~426mm이고 평균 밀도가 60kg/m인 파이프라인의 단열을 위해 설계되었습니다. 3, 열전도율 0,047 W/(m × °C), 최대 적용 온도 +180 °C, 난연제. 미네랄 울 등급 200으로 만든 단열 코드는 직경이 최대 108mm이고 차단 밸브가 각각 220kg / m인 파이프 라인을 단열하는 데 사용됩니다. 3, 열전도율 0,056 W/(m × °С), +150 °C ~ +600 °C의 최대 적용 온도, 유리 섬유 외피 내화성, 기타 경우 - 난연제. 최근 몇 년 동안 URSA 유리 스테이플 섬유로 만든 단열재가 러시아에서 널리 사용되었습니다. URSA 제품은 장비 및 파이프라인, 차량의 단열을 위해 모든 유형의 건물 건설에 사용됩니다. 13-75kg/m의 밀도를 가진 롤, 플레이트 형태로 생산 3 밀도가 10-25kg/m인 매트 3, 40-140mm 두께. 현재 러시아산 단열재 친유체는 다양한 소비자들 사이에서 큰 수요가 있습니다. 이 재료는 폴리에틸렌 폼과 광택 알루미늄 호일 코팅으로 구성되어 있으며 열전도율이 낮고 수증기 확산에 대한 저항성이 높습니다. 벽, 바닥 단열, 급수 및 난방 시스템의 파이프라인, 탱크 및 밸브 단열 등에 사용됩니다. 러시아 JSC "Kineks"는 폐쇄형 균질 셀 구조를 가진 폴리스티렌인 이탈리아 기술을 사용하여 압출 폴리스티렌 "foam-plex"를 생산합니다. 단열 특성면에서이 재료는 팽창 점토 콘크리트 및 발포 콘크리트를 5-10 배, 유리솜 및 광물 섬유판을 2-3 배 능가하며 밀도는 30-45kg / m 3, 슬래브의 너비는 600mm, 길이는 1~4,5m, 두께는 30~100mm입니다. 지붕, 바닥, 주거 및 공공 건물의 지하실, 수영장 등의 단열에 사용됩니다. 방음을 위해 PVC-E, 비닐 포르, D, M 및 C 등급의 탄성 폴리 염화 비닐 폼이 사용되며 개방형 세포 다공성. 반 강성 폴리스티렌 폼 및 vinipor PZh는 흡음 특성이 있는 프로파일 제품의 제조에 사용됩니다. 방음 재료는 다음과 같습니다. PE-2 폼, PE-5 및 PE-7 폼; 그들은 또한 단열재로 사용됩니다. 흡음 및 방음 건축 자재 및 제품은 단열에 사용되는 것과 동일한 재료가 될 수 있습니다. 유리솜, 미네랄 울, 다양한 유형 및 브랜드의 발포 플라스틱. 3. 방수재 건설, 주택 및 공동 서비스 시스템에는 물과 화학적으로 공격적인 액체 (알칼리, 산 등)의 유해한 영향으로부터 건물 구조, 건물 및 구조를 보호하도록 설계된 다양한 방수 재료가 널리 사용됩니다. 목적지까지 방수 재료는 여과 방지, 부식 방지(금속), 페인트 및 바니시, 유리 에나멜, 산화 필름, 고무, 플라스틱 및 역청 윤활제 및 밀봉(페이스트, 퍼티 또는 용액)으로 구분됩니다. 모재의 종류에 따른 방수재는 아스팔트(역청, 아스팔트 매스틱), 광물(시멘트, 마그네시아 결합제, 백운석, 석회-네펠린 결합제 등) 및 금속입니다. 다음 방수 재료는 건축 및 주택 및 공공 시설 시스템에 널리 사용됩니다. 필름(폴리에틸렌, 폴리프로필렌 및 기타, 특히 "PIL" - 끈적끈적한 층이 있는 절연 필름), 견인 및 플레이트 형태(폴리이소부틸렌, 고무 ), 매스틱(역청, 폴리이소부틸렌) 및 압연(글라신지, 루핑 펠트, 루핑 재료). 매 스틱 및 압연 방수 재료는 인공적으로 만들어지며 천연 재료, 토우 및 필름을 기반으로 폴리머 기반으로 만 만들어집니다. 유기 결합제를 기반으로 한 우수한 방수 소재는 역청. 천연 역청은 무취의 흑색 물질로 + 35-90 ° C의 온도에서 연화되고 냉각되면 다시 경화됩니다. 인공 역청은 천연 역청(잔여 타르) 또는 폐유 정제(재생 타르)를 증류하여 얻습니다. 역청을 기본으로 하여 방수성이 좋은 매스틱 RB(고무 역청)를 준비합니다. 벽에 방수 코팅을 적용하기 전에 기초는 ceresite, 액체 유리, 알루민산 나트륨을 추가하여 시멘트 모르타르 (황산염 내성 시멘트 사용)로 방수 처리됩니다. 다양한 건축물의 방수 성능에서 가장 큰 응용이 발견되었습니다. 필름 고분자 재료, XNUMX 가지 등급을 생성합니다. "T"- 임시 구조물, 보호 대피소 건설 중 방수용; "비"와 "비" 1"- 방수 매립 및 수도 시설에 사용; "M" - 기술 방수용. 방수 폴리에틸렌 필름은 두께 0,015-0,5mm, 폭 800-6000mm, 길이 50m 이상, 밀도 910-929 kg/m 3. 빌더는 범용("OH" 등급) 및 방수(등급 "P")용 폴리염화비닐 필름에 대한 수요가 많습니다. 방수 등급 "P"용 특수 필름은 두께 0,03-0,27mm, 너비 - 15g입니다. /중 2, 흡수율 - 0,5%; 인장 강도 - 8-19 MPa. 지붕 방수를 수행 할 때 일반적으로 기술에 따라 방수 재료가 복합물에 사용됩니다. 역청, 고무 역청 매 스틱, 브랜드 "P"의 ruberoid 필름, 하이드로 이졸. 4. 전기절연재 거의 모든 산업과 국가 전체의 경제에서 다양한 전기 설비의 보급률이 높다는 맥락에서 전기 절연 재료가 널리 사용되었습니다. 전기 절연 재료의 가장 중요한 특성은 높은 전기 저항입니다. 전기 절연 재료 세분됨: 기체(공기, 다양한 기체); 액체 (다양한 오일 및 유기 규소 액체) 및 고체-유기 기원 (수지, 플라스틱, 파라핀, 왁스, 역청, 목재) 및 무기 (운모, 유리, 세라믹 등). 운모와 같은 전기 절연 재료는 소위 시트 알루미노실리케이트라고 하는 암석 형성 광물의 그룹에 속합니다. 전기 절연 재료 인 운모는 두 가지 유형으로 나뉩니다. 플로고파이트 밀도 - 2700-2850 kg / m 3 경도, 광물학적 척도 2-3 및 흑운모 밀도 - 2700-3100 kg/m 3, 경도, 광물학적 규모 2,5-3. 유기 합성에 의해 생성된 가장 널리 퍼진 전기 절연 재료. 이러한 재료는 미리 결정된 전기적, 물리화학적 및 기계적 특성을 특징으로 합니다. 전기 절연 재료는 테트라플루오로에틸렌의 중합 생성물인 플루오로플라스트-4를 포함하며, 이는 흰색의 쉽게 덩어리지는 분말 또는 플레이트 형태로 생성됩니다. Fluoroplast-4는 목적에 따라 다음 등급으로 나뉩니다. "P" - 전기 절연 및 커패시터 필름 제조용; "PN" - 신뢰성이 향상된 전기 제품 생산용. 다양한 전기 제품의 제조를 위해 자주 사용됩니다. 캐스트 폴리아미드 공중합체 AK-93/7, AK-85/15 및 AK-80/20 등급 - "AG"염과 카프로락탐의 공동 축중합 제품. 폴리아미드 캐스트 공중합체는 유전 상수가 10입니다. 6 증류수 24-4에서 5시간 체류 후 Hz, 비표면 전기 저항(초기 상태)은 1 × 10 14 -1×10 15 옴 × cm 수년 동안 헥사메틸렌디아민 염과 세박산의 중축합 생성물인 캐스트 폴리아미드 610은 전기 절연 제품 제조에 사용되었습니다. 제품은 폴리아미드 610을 사용하여 3-5mm 크기의 흰색 및 밝은 노란색 과립 형태로 사출 성형하여 얻습니다. 폴리아미드 610은 다음과 같은 특성이 있습니다. 비체적 전기 저항 - 1 × 10 이상 14 옴 × cm, 전기 강도 - 20 kV/mm 이상. 전기 절연 재료는 충전제(유기물, 광물 또는 이들의 조합)를 사용하여 아미노 수지(포름알데히드와 카바마이드, 멜라민 또는 이들의 조합의 열경화성 축합 생성물)를 기반으로 얻은 우레아 및 멜라민-포름알데히드 덩어리를 압착하여 수십 년 동안 사용된 아미노플라스트를 포함합니다. 아미노플라스틱은 여러 등급의 MFB(조명, MFV)로 생산되며 전기 절연 특성이 향상되어 비체적 전기 저항이 1 × 10 11 -1×10 12 옴 × cm 5. 윤활제 표준에 따라 윤활유는 원산지, 물리적 상태, 첨가제의 유무, 목적, 적용 온도에 따라 분류됩니다. 원산지 또는 원료별 윤활제는 다음과 같이 나뉩니다. 1) 광물성 탄화수소를 천연 상태로 또는 가공의 결과로 혼합하여 얻은 광물성 윤활제; 2) 석유 윤활제 - 석유 원료를 기반으로 얻은 정제유; 3) 합성 윤활제 - 합성으로 얻은 물질; 4) 식물성 윤활제 - 식물 기원의 재료; 5) 동물성 원료에서 얻은 동물성 윤활제. 컨디션에 따라 윤활제는 기체, 액체, 플라스틱 및 고체로 나뉩니다. 목적지까지 윤활제는 다음과 같이 나뉩니다. 1) 내연 기관용으로 설계된 모터(기화기, 디젤, 항공 등) 2) 트랙터, 자동차, 자체 추진 및 기타 기계의 변속기에 사용되는 변속기; 3) 주로 공작 기계를 위한 산업용; 4) 다양한 기계의 유압 시스템에 사용되는 유압; 5) 특수 - 압축기, 계기, 원통형, 전기절연, 진공 등 적용 온도에 따라 위의 윤활제 중에는 저온 (+60 ° C 이하의 온도를 가진 장치의 경우) - 도구, 산업 등이 있습니다. +150 ~ +200 ° C의 온도에서 사용되는 중간 온도 - 터빈, 압축기, 실린더 등; 고온, 최대 +300 ° C 이상의 온도에 노출되는 장치에 사용됩니다. 현재 주요 윤활유는 석유 공급원료, 그리스 및 절삭유에서 파생된 광유 및 윤활유입니다. 윤활유가 메커니즘의 조립 장치, 다양한 기계의 엔진에 사용될 때 수행해야 하는 주요 기능: 부품의 마찰 표면 마모 감소; 비생산적인 에너지 손실을 줄이기 위해 결합 표면 사이의 마찰력을 줄입니다. 작동 혼합물 및 연소 생성물이 크랭크 케이스로 침투하는 것을 방지합니다. 즉, 실린더 피스톤 그룹의 압축을 개선합니다. 모든 미네랄 오일 생산 방법 및 구성에 따라 증류유, 잔류유, 혼합유, 첨가유의 네 그룹으로 나뉩니다. 국내 산업은 다음 모터 오일을 생산합니다. 디젤 엔진용 - M-8-V 2, M-8-G 2, M-8-G 2 케이 등; 기화기 엔진 - M-8-A, M-8-B, M-12-G 1 등. 최근 몇 년 동안 ESSO, TEBOIL, MOBIL, CASTROL 등 많은 수입 모터 오일이 소매 거래에 나타났습니다. 러시아 산업은 다양한 그리스를 생산합니다. 마찰 방지(고체 오일, 리톨); 다목적; 고온(CIATIM-221S, PFMS-4S 등), 저온(CIATIM-201, ZhRO, UNIOL-3M 등) 및 기타 여러 특수 용도. 6. 루핑 재료의 종류 다양한 유형의 건물에서 루핑에 사용되는 재료는 롤(루핑 재료, 루핑 펠트, 글라신지 등), 조각 또는 시트(타일, 타일, 슬레이트 등) 및 매스틱(역청, 타르, 고무 - "RBC" 및 고분자 매스틱). 원료의 유형에 따라 루핑 재료는 다음과 같이 나뉩니다. 유기적 인 - 루핑 펠트, 루핑 펠트, 목재 루핑 타일, 테 등 및 금속 - 아연 도금 및 아연 도금되지 않은 루핑 강. 구성 성분 유형별(바인더 또는 바인더) - on 역청 (지붕 재료, 유리 지붕 재료, 글라신), 타르 (루핑만), 고분자 - 매스틱 고무-역청, 역청-폴리머, 폴리머 등 최근에는 다양한 형태의 아파트와 골판지, 타일 및 시트; 압연, 합성 재료, 폴리이소부틸렌, 폴리에틸렌, 에폭시 및 페놀 수지 기반의 것을 포함합니다. 또한, 현재 비부패 기지에 건물 형태의 역청 및 역청-폴리머 재료를 사용하고 있습니다. 강력하고 탄성이 있는 기반의 새로운 역청-폴리머 재료에는 isoplast, bicroplast, dneproflex, rubemast, filisol 등이 있습니다. 이러한 재료의 장점은 역청, 폴리머 첨가제 및 필러. 지금까지 농촌 지역의 지붕 재료로 정착 및 부분적으로 도시 건설에서 구운 점토(점토 타일) 또는 시멘트와 모래 용액으로 만든 단단한 타일(시멘트 타일)이 사용됩니다. 이러한 타일은 내구성과 내화성이 있지만 밀도가 높기 때문에 깨지기 쉽고 무겁습니다. 최근 몇 년 동안 핀란드 회사인 RANNILA STEEL에서 생산한 지붕 금속 타일이 지붕 재료로 사용되었습니다. 이 지붕 타일은 햇빛과 온도 변동을 견디는 컬러 폴리머 코팅이 있는 0,5mm 용융 아연 도금 강판으로 만들어집니다. 현재 벨로루시 회사 인 Poleznaya Kompaniya TM에서 생산하는 역청 타일 인 새로운 오리지널 루핑 재료가 나타났습니다. 이 타일은 유리 섬유로 강화된 산화 역청으로 만들어진 기울어진 지붕을 덮도록 설계되었습니다. 벨로루시의 또 다른 참신함은 내구성과 내한성 측면에서 최소 50 년의 작동에 해당하는 절대적으로 방수되는 폴리머 콘크리트 타일입니다. 압연 루핑 재료를 놓을 때 폴리머 및 역청 폴리머 콜드 매 스틱이 사용됩니다. MBK 등급 - 부틸 고무 기반 부틸 고무; 브랜드 BLK - 역청 라텍스 - 셰일 역청 제품 기반. 나열된 매 스틱을 사용하면 방수 기능이있는 지붕 설치 프로세스가 단순화됩니다. 7. 외장재 및 적용 현대 건축에서는 건물 및 다양한 구조물의 작동 및 장식 품질을 향상시키기 위해 다양한 외장재가 널리 사용됩니다. 외장재는 세라믹, 플라스틱, 유리, 자연석, 석면 시멘트 및 특수 모르타르로 만들어집니다. 지난 XNUMX세기에 가장 일반적인 외장재는 유리 및 세라믹 타일, 조개암 석판, 대리석, 화강암 및 화산 응회암이었습니다. XXI 세기 초. 표면재로 등장하여 널리 사용되기 시작함 플라스틱 패널 플라스틱(PVC) 기준. 이 패널은 주거용 건물 및 사무실에서 습도가 높은 방을 마감하는 데 사용됩니다. 이러한 패널에는 많은 장점이 있습니다. 내구성; 변형하지 마십시오. 100% 내습성, 특별한 관리가 필요하지 않으며 청소하기 쉽습니다. 환경 친화적 인 재료로 만들어졌습니다. 현재 다양한 소비자들 사이에서 큰 수요가 폴리염화비닐 클래딩 돋을새김된 장, 공공 및 산업 건물 (어린이 및 의료 기관 제외) 건물의 벽 및 천장 마감용으로 설계되었습니다. 이 시트는 네 가지 유형으로 구성됩니다. 1) 단층 단색; 2) 단층 다색; 3) XNUMX층 단색; 4) XNUMX층 다색. 모든 유형의 시트는 길이가 300-2000mm, 너비가 300-1000mm, 두께가 0,4-2mm입니다. 매끄럽거나 양각된 전면이 있는 다양한 릴리프 도면. 최근에는 상대습도가 60% 이하인 건축물의 벽체 및 천정의 실내장식용으로 널리 사용되고 있다. 인석고의 장식용 석판, 포스포석고의 오토클레이브 처리로 얻은 석고 결합제로 만들어집니다. XNUMX세기 말. 매우 독창적인 마감재를 생산하기 시작했습니다. 유리 벽지 Alaksar 회사 (모스크바)에서 구현하는 발수 및 흡음 효과가 있습니다. 이 벽지는 내구성이 있고 청소가 쉽고 퇴색되지 않으며 20가지의 아름다운 패턴이 있습니다. 그들은 스웨덴에서 몇 년 동안 사용되어 왔으며 수요가 많습니다. 유럽과 러시아에서 큰 인기를 얻었습니다. 스트레치 천장, 매달린 천장 다양한 재료 - 필름, 유리 섬유, 미네랄 울 보드, 폴리스티렌, 알루미늄 패널. 스트레치 필름 천장 아파트, 사무실, 바, 레스토랑, 수영장 등의 장식에 사용됩니다. 유리 섬유 천장 흡음력이 좋고 에코 효과가 적어 회의실, 스포츠, 쇼핑 등 넓은 공간 마감에 사용됩니다. 가장 인기있는 마감재 - 벽지 다양한 유형 - 발포, 비닐, 실크스크린, 듀플렉스 및 일반 벽지 - 종이. 최근 몇 년간의 새로운 기능 - 박판 유리질 유약 멀티 컬러 패턴과 접착식 베이스 - 벽 클래딩에 사용됩니다. 이 재료는 스페인 회사 "Tres Estilos"에서 생산한 "onliglas"라고 불렸습니다. 강의 15. 접착제 1. 접착제의 분류 및 요구 사항 경제의 다양한 분야에서 천연 (천연) 또는 합성 접착제를 기반으로 만들어진 다양한 접착 재료가 널리 사용됩니다. 천연 접착제 동물성, 식물성 및 광물성 접착제로 세분화됩니다. 동물성 접착제의 출발 물질은 동물의 조직, 뼈, 혈액 및 우유입니다. 찹쌀, 카제인, 알부민 접착제는 표시된 원료에서 얻습니다. 식물 유래 접착제의 원료는 콩과 식물 종자 단백질, 전분, 천연 수지, 고무, 덱스트린입니다. 접착제 광물 - 규산염, 아스팔트, 역청질. 합성 수지는 합성 접착제 생산의 원료입니다. 합성 접착제는 물이나 알코올에 천연 변형 또는 합성 폴리머를 녹인 용액입니다. 접착제는 반응성에 따라 열경화성 접착제, 열가소성 접착제 및 분산 접착제로 구분됩니다. 열경화성 접착제는 멜라민, 에폭시, 레졸, 폴리우레탄, 폴리에스테르, 요소-포름알데히드, 페놀-포름알데히드로 나뉩니다. К 열가소성 접착제 포함: 피부, 뼈, 핫멜트 접착제, 니트로셀룰로오스, 폴리비닐 아세테이트, 폴리염화비닐 등 고무 접착제 접착 재료의 독립 등급에 할당됩니다. 여기에는 라텍스 및 고무 접착제가 포함됩니다. 접착제는 가구 생산, 신발 제조 및 건설에 널리 사용됩니다. 건설에서 접착제는 건축 구조물의 다양한 마감재를 고정하는 데 사용됩니다. 다양한 접착제는 항공 및 자동차 산업, 여객 철도 차량 및 지하철 장식에 사용됩니다. 접착제는 주로 소비 시점에서 준비되는 단일 구성 요소, 기성품 및 다중 구성 요소로 제공됩니다(특히, 에폭시 접착제). 접착 재료는 접착할 재료에 따라 구분됩니다. 신발 - 가죽, 고무, 가죽 대체물 접착용; 금속 및 비금속 접착용; 단열 직물 및 다른 재료에 접착; 폴리머, 목재 접착, 합판 제조 등 모든 접착제에는 다음 요구 사항이 적용됩니다. 접착 조인트의 높은 강도 보장; 저장 중 높은 안정성 및 생존성; 높은 수분, 내수성; 무독성; 시간 경과에 따른 기계적 강도 유지. 가구 생산에서 접착 조인트의 강도는 치핑 중에 접착 조인트를 테스트하여 결정됩니다.가구 제조 사양에 따라 접착 재료는 적어도 마주할 때 건조 상태에서 접착층을 따라 전단 강도를 제공해야 합니다. 1 MPa, 다른 경우 - 최소 2 MPa. 접착제의 내수성 - 거의 모든 접착제에 대한 가장 중요한 요구 사항. 이 지표에 따르면 접착제는 방수성, 내수성 증가, 제한적 내수성 및 비내수성으로 구분됩니다. 방수 접착제는 주로 합성이며 제한적으로 방수 - 카제인, 비 방수 - 찹쌀입니다. 2. 합성 열경화성 접착제 합성 열경화성 접착제 대부분의 경우 비교적 높은 온도(최대 +100°C)에서 중축합 또는 중합 반응에 의해 경화됩니다. 목공 산업 및 가구 생산에서 다음 등급의 요소-포름알데히드 핫 글루 접착제가 널리 사용됩니다. 가구 생산의 KF-Zh; 유사한 접착제 KF-B(+100°C에서 25-40초 동안 경화), 합판 및 대면 접착용으로 독일 회사 Kleiberit에서 생산한 수입 카바마이드-도포름알데히드 접착제 "Kleiberit 871". 열경화 접착제에는 금속 및 유리 팩을 접착하는 데 사용되는 VK-32-EM, D-15, D-23, D-43 브랜드의 접착제가 포함됩니다. 가구 생산 및 건설에는 다음과 같은 합성 열경화성 접착제가 사용됩니다. 페놀포름알데히드 и 레조르시놀 포름알데히드. 이 접착제는 +60-80 °C의 가열 온도로 냉간 또는 온간 경화 모드에서 사용됩니다. 여기에는 SFZh, FR-12, FR-100, DFK-1AM 등 브랜드의 접착제가 포함됩니다. 나열된 접착제는 목재를 금속 및 플라스틱으로 접착할 때 가구 생산, 문, 창 블록 등의 제조에 사용됩니다. .; +20 ° C의 온도에서 경화 시간 - 5 ~ 25 시간. 다양한 산업 분야에서 널리 사용 페놀 폴리비닐 아세테이트 접착제 BF-2, BF-4, BF-6: BF-2 및 BF-4 접착제 목재, 폴리스티렌, 금속, 유리, 도자기. 다양한 소비자들 사이에서 큰 수요가 페놀성 에폭시 접착제 최대 +10 °C의 온도에서 작동하는 구조물에서 금속, 다양한 플라스틱 및 기타 재료를 접착하는 데 사용되는 FE-10 및 FR-250 등급. 높은 결합 강도, 습기 및 내화학성 제공 에폭시 접착제 디아노바 수지, ED-20, ED-22, ED-16 및 E-40을 기반으로 제작되었습니다. 플라스틱 접착에 사용되는 변성 에폭시 수지를 기반으로 한 K-160, K-176 등급의 접착제; 옻칠 된 표면에 나무 및 플라스틱 요소를 붙입니다. 변성 에폭시 수지를 기반으로 PED 및 PED-6 접착제가 만들어지며 플라스틱으로 목재를 접착하고 금속 및 철근 콘크리트로 만들어진 건축물의 표면에 폴리 염화 비닐 플라스틱을 고정하는 데 사용됩니다. 러시아 산업은 고품질을 생산합니다. 폴리우레탄 접착제 PU-2, PU-2M, PU-UV, VK-5 VK-11 등급으로 유리, 세라믹, 목재, 금속, 강화 플라스틱, 다양한 고분자 재료를 접착하는 데 사용됩니다. 독일 회사 Kleiberit는 광물 건축 보드, 세라믹 재료, 목재의 적층 결합 등의 접착에 있어 최고의 효율성으로 인해 수요가 높은 PU-501 접착제를 제조합니다. 동일한 회사는 멤브레인 프레스용 XNUMX액형 폴리우레탄 접착제 PU를 생산합니다. , 내열성, 습기 및 증기 저항이 증가했습니다. 3. 합성 열가소성 접착제 열경화성 접착제뿐만 아니라 건설 및 가구 생산을 포함한 경제의 다양한 부문에서 합성 열가소성 접착제가 널리 사용되며 이는 분산액, 용액 및 핫멜트 접착제의 형태로 사용됩니다. 발포 폴리스티렌, 목재 부품을 폴리비닐로 접착할 때 염화물 발포체; 모든 유형의 마감 작업 생산. 열가소성 접착제와 열경화성 접착제의 차이점은 접착제 시스템에서 고분자 사슬의 선형 구조를 유지하고 화학 반응 없이 결합이 수행된다는 것입니다. 열가소성 접착제 폴리 비닐 아세테이트, 핫멜트 접착제, 폴리 염화 비닐, 메티놀 폴리 아미드, 폴리 메틸 메타 크릴 레이트, 니트로 셀룰로오스로 나뉩니다. 이러한 접착제의 단점은 내열성이 낮다는 것입니다-+40 ° C의 온도에서 연화되기 시작하고 + 60-70에서 °C 접착 조인트의 강도가 급격하게 감소합니다. 분산 형태의 폴리비닐 아세테이트 접착제는 PVA, D 50 N, D 5 ° C, D 50 V 등의 브랜드로 생산됩니다. 가장 일반적인 PVA 접착제는 가구 생산 및 필름 접착을 위해 일상 생활에 사용됩니다. 다양한 표면에 마감재, 목재 제품, 종이, 판지, 유리, 도자기, 가죽 등을 붙입니다. 수년 동안 알칼리 셀룰로오스를 모노클로로아세트산나트륨 또는 모노클로로아세트산과 반응시켜 얻은 셀룰로오스 글리콜산의 나트륨염인 카르복시메틸 셀룰로스 나트륨 기술인 CMC와 같은 합성 접착제는 건축 및 일상 생활에서 대량으로 사용되었습니다. KMC - 목재 펄프의 화학 처리 제품. 바인더로 사용되는 CMC의 장점은 다음과 같습니다. 안료와 잘 섞이고 색이 변하지 않으며 전분, 덱스트린과도 잘 섞입니다. 건성유와 일부 바니시를 유화시킵니다. 생물학적 안정성이 있습니다(거의 썩지 않음). 최근 몇 년 동안 독일 회사 IGeiberit에서 제조한 다양한 고성능 합성 열가소성 접착제가 다음 브랜드의 가구 생산 및 건설에 사용되었습니다. 단단한 열대 목재, 라미네이트 보드, 스파이크 조인트; 마운팅 접착제 "Kleiberit Euroleim-303" - 폴리비닐 아세테이트 분산액을 기반으로 한 범용 적용; 접착 케이스, 라미네이트 보드, MDF 보드 등에 사용: 접착제 "Tempo-300", "Tempo-305", "Tempo-332", "Tempo-338" - 모두 폴리비닐 아세테이트 분산액 기반; 라미네이트 폴리머 플라스틱, 라미네이트 층을 접착하는 데 사용됩니다. 같은 회사(Kleiberit)는 여러 등급의 고품질 핫멜트 접착제를 생산합니다: SK-347; SK-774.4; SK-774.8; SK-777; SK-779.6; SK-779.7(모두 과립 형태). +782.1 °C ~ +105 °C의 온도에서 연화됩니다. +115 ~ +200 °C의 온도에서 적용; 프로필 부품 및 가장자리를 향할 때 베니어, 장식 요소, 필름 재료를 접착하기 위해 가구 생산에 사용됩니다. 4. 고무 접착제 XNUMX세기 말과 XNUMX세기 초에 건설, 신발 및 가구 생산에서 수년 동안. 널리 사용되는 고무 접착제, 천연 또는 합성 라텍스 및 고무 화합물 기반 용액. 가장 일반적인 것은 디 비닐과 메틸 메타크릴 및 폴리 클로로프렌의 공중 합체 기반 라텍스 접착제입니다. KL-1, KL-2, KL-3 등급은 목재 베니어, 종이 기반 필름 및 폴리 염화 비닐로 패널 부품을 라이닝 할 때 사용됩니다. 수년 동안 잘 알려진 접착제 "Bustilat"는 최대 41 질량부의 SKS-65 GP 라텍스를 포함하는 건설에 사용되었습니다. 리놀륨, 섬유 재료 및 기타 여러 재료의 스티커에 적용됩니다. 라텍스 접착제 다공성 표면과 다양한 재료의 우수한 접착력. 신발 및 가구 생산 및 일상 생활에서 고무 접착제는 유기 용제에 천연 및 합성 고무 용액을 기반으로 얻은 다양한 종류와 양으로 사용됩니다. 이러한 접착제에는 다양한 변형제, 항산화제, 가소제, 경화제가 첨가됩니다. 용제는 아세톤, 에틸 아세테이트, 톨루엔, 메틸 에티케톤 등이 있습니다. 이러한 접착제는 폴리우레탄 폼, 스폰지 고무를 서로 접착할 때뿐만 아니라 목재, 판지, 목섬유 및 기타 재료에 접착하는 데 사용됩니다. 신발 생산에서 작업장, 아틀리에 및 가정에서 신발을 수리 할 때뿐만 아니라 가구 생산에서도 nairite 접착제가 지속적으로 대량으로 사용됩니다. 가장 널리 사용되는(수년 동안) nairite 등급의 접착제: 88N, 88NP 88NP-35 및 NT, 냉간 접착 방법에 사용. 가장 일반적이고 가장 일반적으로 사용되는 접착제는 다양한 신발 재료(천연 및 인조 가죽, 직물, 플라스틱)를 접착하고 고무, 발포 플라스틱, 직물을 서로 접착하고 금속에 접착하도록 설계된 88N 및 88NP입니다. , 콘크리트, 나무 . 접착제 88NP-43 및 88NP-130은 고무 및 발포 고무를 금속에 접착하고 외장재 및 바닥재를 목재 및 경질 발포재에 접착하는 데 사용됩니다. 러시아 산업은 염소화 클로로프렌 고무 및 나이라이트를 기반으로 하는 모든 범위의 염소-이라이트 접착제를 생산합니다. 이 중 A급 나이라이트, 염소화 나이라이트, 산화마그네슘, 산화아연, 디페닐구아니딘으로 구성된 KS-1 브랜드 접착제가 널리 보급되었습니다. 이 접착제는 그룹 88H의 접착제와 동일한 경우에 사용됩니다. 오랜 기간(30년 이상) 동안 접착 고무 매스틱 KN-2 및 KN-3이 건설에 사용되어 왔으며, 이는 클로로프렌 고무, 인덴쿠마론 수지, 충전제 및 용매를 포함하는 점성 페이스트형 균질 덩어리입니다. Mastic KN-2는 고무 리놀륨과 고무 타일 및 판을 접착하는 데 사용됩니다. Mastic KN-3은 다공성 층, 니트로리놀륨, 프로파일 몰딩으로 코팅을 접착하는 데 사용됩니다. 접착성 고무 매스틱은 가연성 및 폭발성 뿐만 아니라 독성 물질입니다. 5. 단백질 접착제 XX 세기 후반. 건설에 널리 사용되는 단백질 접착제 - mezdrovy, 뼈 및 카제인. 그들은 또한 가구 산업에서 사용되었습니다. 건설시 이러한 접착제는 목재 접착을 위해 가구 생산에서 다양한 페인트 조성물을 준비하는 데 사용되었습니다. 카세인은 우유를 시큼하게 만들 때 두부 덩어리 형태로 분비되는 단백질 물질입니다. 접착제를 얻기 위해 소다, 칼륨 또는 암모니아와 같은 카제인이 (덩어리로)있는 물에 약간의 알칼리를 첨가합니다. 알칼리의 작용으로 카제인이 용해되고 한 시간 후에 접착제로 바뀌어 석회와 함께 지울 수없는 페인트를 제공합니다 (착색 안료도 추가 된 경우). 업계 릴리스 카제인 접착제 필요한 구성 요소가 추가 된 분말 형태- "Extra"(B-107) 및 "Ordinary"(OB)의 두 가지 브랜드. 카제인 접착제는 충분히 강하고 탄력있는 연결을 제공합니다. 목재 결합 강도는 "추가"접착제의 경우-10,6MPa, "일반"(OB) 접착제의 경우-7,5MPa입니다. 카세인 접착제는 가구 패널 제조시 두꺼운 시트 재료 접착, 목재 접착, 장식용 라미네이트 용지 접착을 위해 가구 생산에 사용됩니다. 단백질에는 다음이 포함됩니다. 콜라겐 접착제 - 접착제가 단백질 인 mezdrovy 및 뼈 - 동물 유기체의 결합 조직과 뼈에 포함 된 콜라겐. 찬물에서는 콜라겐이 부풀어 오르고 가열되면 접착제 특성을 가진 새로운 물질 인 글루틴으로 전달됩니다. 피부 접착제 solid와 gallerty로 나뉜다. 단단한 가죽 접착제는 타일, 플레이크, 칩, 분쇄 및 과립으로 생산됩니다. 하이드 글루는 무두질 공장과 가죽 원료 공장에서 나오는 단백질 폐기물을 물로 끓인 후 건조시켜 얻습니다. (Mezdra는 동물 피부의 피하층입니다.) Mezdra 접착제는 건축 및 가구 생산에 사용됩니다. 뼈 접착제 (콜라겐)은 지방을 제거하고 연마한 동물의 뼈에서 생성됩니다. 이 접착제는 galerta(접착제 젤리), 타일, 분쇄된 과립 및 플레이크와 같은 여러 유형으로 생산됩니다. 모든 유형의 뼈 접착제는 최고, 1, 2 및 3의 등급으로 나뉩니다. 뼈를 삶으면 먼저 묽은 국물이 되고 증발하여 진한 노란색 또는 갈색 젤리로 변합니다. 이러한 접착제를 갤리라고 합니다. 뼈 접착제를 기반으로 한 접착제 용액은 잠시 후 썩을 수 있으므로 페놀 또는 포르말린과 같은 방부제 중 하나를 주입합니다. 페인팅 작업에서 뼈 접착제는 페인트 조성물, 프라이머, 퍼티, 윤활 페이스트의 준비에 사용됩니다. 현재 단백질 접착제는 생물학적 안정성 100%, 높은 습기 및 내열성, 낮은 건조 수축률을 갖는 합성 접착제로 대체되면서 소량 생산되고 사용이 제한적이다. 단백질 접착제에는 이러한 특성이 없습니다. 6. 접착 필름 및 테이프 목공 산업 및 가구 생산에서 지난 XNUMX년 동안 접착 필름 및 테이프가 널리 사용되었습니다. 끈적임이 오랫동안 유지되는 점착성 접착제. 어떤 재료의 표면에 적용할 때 이러한 테이프와 필름은 누르면 접착됩니다. 접착 필름 및 테이프는 다음 재료를 기반으로 합니다. 무게 20g/m의 아황산염 종이 2, 폴리에틸렌, 셀로판, 직물, 가소화된 폴리염화비닐 등 다양한 첨가제와 함께 다양한 엘라스토머 및 폴리머를 사용하여 베이스에 접착층을 적용합니다. 다음은 목공 및 목재 가구 제조에 가장 널리 사용됩니다. 접착 필름 및 테이프: 1) 항공, 장식 및 자작 나무 합판, 가구 블랭크 접착에 사용되는 베이클라이트 필름 (GOST 2707); + 150-155 ° C의 온도와 2-2,5 MPa의 압력에서 접착; 2) 베니어 스트립을 전체 길이 시트에 붙이기 위해 설계된 접착 테이프(GOST 18251); 사용하기 전에 테이프의 코팅이 축축합니다. 3) 종이 접착 테이프(TU 13-7309005-669-88). 그것은 제조시 가장자리 재료에 적용하고 마무리 중 차폐 가장자리를 보호하는 데 사용됩니다. 4) 접착 테이프 LPLO-M(TU OP 13-64-37-83). 재장전 중 종이 롤의 끝 부분을 접착하기 위해 설계되었으며 함침 과정에서 감기 슬리브에 패스너가 파손되었습니다. 5) 폴리머 기반 접착 테이프 LT-38, LT-50. 그들은 가구 패널을 마무리 할 때 바니시와 페인트의 물방울로부터 테두리 재료를 보호하고 운송 중 기계적 충격으로부터 가장자리를 보호하는 데 사용됩니다. 이 테이프(접착제)는 두께가 35-50 마이크론인 폴리머 베이스 필름으로 얇은 접착층이 도포됩니다. 강의 16. 마감재 1. 마감재 지정. 마감용 표면 처리용 재료 마감재의 목적은 건물, 다양한 구조물 및 가구를 환경적 영향으로부터 보호하거나 외관을 개선하고 수명을 늘리는 것입니다. 건설, 건물 및 구조물의 외부 장식용(외부에서), 석고, 대리석, 화강암, 도자기, 장식용 벽돌, 모델링, 장식용 회화. 실내장식(인테리어)에도 외장재와 동일한 재료가 사용되며, 벽지, 리놀륨, 가구, 합성 재료(플라스틱). 가구 생산에서 보호 및 장식용 코팅을 위해 다양한 마감재가 사용되며 목적에 따라 페인트 및 바니시 코팅을 적용하기 전에 목재를 준비하기 위해 주요 그룹으로 나뉩니다. 페인트 레이어를 만들기 위해; 보조자. 프라이머 - 이들은 안료, 충전제 및 결합제를 포함하는 조성물로, 안료 함량이 낮다는 점에서 페인팅 조성물과 다릅니다. 프라이머의 목적은 표면의 "당김" 능력을 균일화하여 다공성을 동일하게 만드는 것입니다. 가구 생산의 경우 프라이머는 용매 혼합물에 수지, 니트로셀룰로오스 및 가소제의 용액 형태로 사용됩니다. 건설에는 다음 브랜드의 프라이머가 사용됩니다. glyptal GF-032, GF-020 및 기타; 퍼클로로비닐 XB-050, XB-785, 폴리비닐 아세테이트 VL-02, VL-02A, VL-023A. 가구 생산용 프라이머는 NK, BNK, PE-0155 등의 등급으로 사용됩니다. 퍼티 - 이것은 바인더에 안료와 충전제로 구성된 페이스트 형태의 두꺼운 점성 혼합물입니다. 그들은 페인트 칠한 표면의 불규칙성을 채우고 결함을 수정하는 역할을 합니다. 건설에는 다음 퍼티가 사용됩니다. MS-006 - 알키드-스티렌; 퍼클로로비닐 - XB-004, XB-005 등; 폴리비닐 아세테이트; 에폭시 EP-0010 등 가구 생산에는 다양한 퍼티가 사용됩니다. 폴리에스테르 퍼티 - P7-0025, P7-0059; 에폭시 - EP-0010; 퍼클로로비닐 - XB-004, XB-005; 오일 및 알키드 바니시를 기반으로 한 바니시 퍼티 - No. 175, LSh-1, LSh-2; 소비 시점에 준비된 접착 퍼티. 충전제 및 충전제 조성물 투명 코팅 아래에 적용되며 페인트 및 바니시 소비를 줄이고 코팅 침강을 줄이는 데 도움이 됩니다. 다음 필러는 건축 및 가구 생산에 사용됩니다. KF-1, 유사 - KF-2, KF-3, KF-4; 충전제 TMB-1, TMB-3, TMB-4는 식물성 기름을 포함하지 않는 일액형 페이스트입니다. 건축 및 가구 생산에 사용되는 염료는 다음과 같이 다양한 방식으로 사용됩니다. 염료(합성, 산성 및 천연); porenbeytsy - 목재 염색용 액체 페인트 및 바니시; 매염제 (화학 물질 - 철, 황산구리 등). 안료 - 다양한 색상의 미분 분말 - 표면에 안료 분말을 고정시키는 필름 형성 조성물 용액과의 혼합물로 사용됩니다. 2. 깔끔한 마감을 위한 래커 및 광택제 다양한 바니시 및 바니시가 가구 생산 및 건설에 널리 사용됩니다. Лаки 천연 또는 합성 필름 형성 물질을 유기 용매 또는 물에 녹인 용액으로, 건조 후 트리밍되는 재료에 대한 우수한 접착력으로 투명한 고체 균질한 필름을 형성합니다. 옻칠은 다음과 같이 나뉩니다. 알코올, 니트로셀룰로오스, 폴리에스터, 요소포름알데히드, 용매 증발과 화학 반응의 공동 과정으로 인해 필름을 형성하는 바니시; 오일 바니시 (건조 기간 및 오일 부족으로 인해 사용이 제한됨). 오일 바니시 - 이들은 로진, 코팔, 오일의 글리프탈산 - 아마씨, 대마, 텅 및 그 용제 - 테레빈유, 자일렌, 백유 등의 수지 용액이며 건조제를 추가하여 바니시 코팅의 건조 속도를 높입니다. 가구 및 건축 제조, 여러 유형의 요소 알키드 바니시를 포함하여 경제의 다양한 부문에서 널리 사용됩니다. MCH-52, MCH-270, ML-2111 - 가구, 스키, 악기용; ML-2111 PM - 필름 재료 마감용. 현재, 그들은 가구 산업 및 건설에서 널리 사용됩니다. 니트로셀룰로오스 고품질 와니스, 독일 회사 Herberts에서 제조: 셀로나이트 D-1009, D-1013. 니트로 래커는 무한한 생존력을 가지고 있으며 기술적으로 상당히 발전했습니다. 국내 기업은 NTs-218, NTs-221, NTs-222, NTs-224 브랜드의 저온 도포 니트로바니시를 생산하며, 투명 무광택 실크를 형성하는 NTs-243 바니시를 제외하고 표면에 투명하고 반짝이는 코팅을 형성합니다. 코팅. 최근 몇 년 동안 독일 회사 Herberts에서 생산한 폴리우레탄 바니시 "Contracid D-3010"은 고품질 마감재, 무색, 쪽모이 세공 마루 및 판자 바닥, 마감 욕실 제품, 주방 및 사무용 가구를 덮는 데 사용되었습니다. 내마모성, 내광성, 내화학성 및 내습성이 높은 코팅을 형성합니다. PF-283(알키드 수지 용액)은 자동차 및 철도 차량의 금속, 밝은 색상의 목재, 가구 및 밝은 색상의 유성 페인트의 내부 코팅에 가장 일반적으로 사용됩니다. 가구 산업에서 널리 사용되는 바니시 다양한 유형: 알코올 및 니트로 광택제는 목재에 바니시보다 깊숙이 침투하여 광택과 탄성을 지닌 매우 얇은 필름을 형성하는 반면 목재의 결을 명확하게 드러낼 수 있습니다. 폴리쉬는 폴리싱 바디의 저농도 용액입니다. 알코올 광택제 - 가장 일반적인 셸락 광택제인 에틸 알코올에 녹인 셸락 수지 용액 - 셸락, 니트로셀룰로오스 및 오일 필름을 연마하는 데 사용되는 셸락의 10-20% 알코올 용액(숫자 - 13, 14, 5 및 16으로 생산). Nitropolish는 레벨링 및 연삭 후 니트로 래커 코팅을 연마하는 데 사용됩니다. 대부분 국내에서 생산된 니트로폴리쉬 NTs-314가 사용됩니다. 3. 불투명 마감재용 페인트 및 에나멜 다양한 페인트와 에나멜은 건설, 가구 생산 및 경제 전반의 거의 모든 부문에서 다양한 표면의 불투명 마감 처리에 널리 사용됩니다. 그림 물감 미세하게 분할된 안료와 충전제를 필름 형성 물질 용액과 혼합한 형태로 만들어집니다. 목적에 따라 필름 형성 물질의 종류, 안료 및 충전제, 즉시 사용 가능한 오일, 알키드, 규산염, 유기규산염, 수성, 퍼클로로비닐, 시멘트 및 기타 페인트가 다양한 색상으로 생산됩니다. 페인트는 목적에 따라 실외 및 실내용으로 생산됩니다. 외부 작업 - 벽돌, 콘크리트, 회 반죽 및 기타 다공성 외부 표면 페인팅, 프라이밍 된 금속 표면 및 오래된 코팅 - 다음 등급의 합성 폴리머 수성 분산액을 기반으로 한 수성 페인트가 사용됩니다. E-AK-111, E-VA-17, E-VS-114, E-KCh-112. 모스크바 공장 "Svyatozar"(페인트 및 바니시)는 1990 년부터 고품질 페인트를 생산해 왔습니다. 외관 "Svyatozar-15"-아크릴, 무광택, 흰색 (파스텔 색상으로 착색). 최근 몇 년 동안 핀란드(TIK-KURILA), 독일(JOBI, KIMEG) 및 영국(HAMMERITE)에서 많은 수입 페인트가 러시아에 공급되었습니다. 현재 유성 페인트 MA-15 (모든 색상), 수성 페인트 VDAK-2180, 외관 페인트 - KhV-161, VDAK-1180, KO-815, KO-868, AK- 124, 도로 표시용 도료 - AK-591; 뿐만 아니라 PF-115, VDVA-201, NTs-132, ML-12, VDKCH-224, VD-205, VA-17 - 실외 및 실내 작업용. 에나멜 가소제와 건조제를 첨가한 바니시의 안료 현탁액으로 금속, 목재 및 석고의 외부 및 내부 작업용 페인트와 같은 방식으로 사용됩니다. 에나멜은 코팅에 더 높은 장식 품질을 제공하는 필름 형성 물질의 함량이 증가한다는 점에서 페인트와 다릅니다. 에나멜은 오일, 오일-글리프탈산 - GF-1426, GF-230 등의 완성된 형태로 업계에서 생산됩니다. 펜 타프탈산 - PF-223, PF-115, PF-266 등; 니트로 셀룰로오스 (빠른 건조, 가구 생산에 널리 사용됨) - NTs-132, NTs-25, NTs-11A, NTs-257, NTs-257, NTs-251, NTs-273 등; 폴리에스터 에나멜 - PE-225, PE-276, V-PE-P79 등 퍼클로로비닐 화학 시약 및 대기 현상(산성비 포함)의 작용에 내성이 있는 코팅을 제공합니다. - XB-124. 오일-글리프탈산 및 오일 에나멜은 건물, 사무실, 실내에서 사용되는 금속 및 목재 제품의 실내 장식에 사용됩니다. 펜타프탈 에나멜 대기 영향에 노출되지 않는 금속 및 목재 표면을 칠하기 위해 설계된 건조제 및 용매가 첨가된 펜타프탈산 바니시에 안료 현탁액이 있으며 가정 건축에 널리 사용됩니다. 4. 건성유 건조유 유성 액체로 표면에 도포된 후 건조되어 강력한 탄성 방수 필름을 형성합니다. 건성유는 바니시 수지를 함유하지 않은 식물성 건조 또는 반건성 유지, 유지 및 유기농 제품을 가공하여 생산됩니다. 건성유는 천연, 압축, 결합, 합성의 네 가지 유형으로 나뉩니다. 천연 건조 오일 + 200-300 ° C의 온도에서 식물성 기름을 가공 (조리)하고 오일에 건조제, 예를 들어 산화물, 과산화물 및 납, 코발트, 망간의 염을 첨가하여 얻습니다. 식용유와 건조제를 첨가하면 페인트를 표면에 도포한 후 필름의 건조(경화)가 가속화됩니다. 압축 또는 반천연 건성유는 식물성 기름을 산화, 중합 또는 옥시중합에 의해 압축한 후 용매로 희석한 제품입니다. 이러한 건성유 생산 시 상당한 오일 절감 효과를 얻을 수 있습니다(최대 45%). 복합 건조유 중합 및 탈수를 거친 건조 및 반 건성 오일을 기준으로 얻습니다. 중합 오일과 탈수 오일의 혼합물도 주로 두꺼운 페인트 준비에 사용됩니다. 합성 건조 오일 합성수지(고분자) 또는 다양한 오일을 열 및 화학적 처리를 통해 만듭니다. 이러한 건성유는 표면에 도포된 후 경화되어 얇은 필름을 형성합니다. 합성 건성유의 가장 중요한 유형은 알키드 건성유(글리프탈산, 펜타프탈산)입니다. 합성 건성유는 두껍게 갈아서 바로 사용할 수 있는 유성 페인트를 준비하는 데 사용됩니다. 이 건성유는 50%의 알키드 수지와 50%의 건성유를 포함합니다. 천연 린넨 및 대마 건조 오일 망간, 납 및 코발트 건조기와 같은 건조 촉진제를 추가하여 아마씨 또는 대마유에서 생산됩니다. 천연 린넨 및 대마 건성유는 두껍게 간 페인트의 제조 및 희석에 사용되며 페인팅을 위한 독립 재료입니다. 반천연 건성유 옥솔 백유에 산화된 식물성 기름과 건조제의 용액입니다. 사용 된 원료에 따라 두 가지 등급으로 생산됩니다. "B"- 아마씨 및 대마유; "PV" - 해바라기, 대두, 잇꽃, 옥수수, 포도유에서 추출. 외부 및 내부 작업에 사용되는 유성 페인트는 "V"등급의 건성유로 만들어지며 "PV"등급은 바닥을 제외한 내부 작업에만 사용되는 페인트에 사용됩니다. 건조유 중합 - 천연 건조유 대용; 가열 된 아마 인유를 압축 한 다음 용매와 건조제를 첨가하여 얻습니다. XNUMX급 및 XNUMX급 건물 및 구조물의 금속, 목재 및 석고에 외부 및 내부 도장을 위해 두껍게 비벼진 도료를 희석하는 데 사용됩니다. Glyphthalic 건성유는 건조제 존재하에서 식물성 기름, 글리세린 및 프탈산 무수물의 상호작용에 의해 생성되는 마감 작업에도 사용됩니다. 이 건성유는 금속 및 목재에 내부 및 외부 페인팅을 위한 두꺼운 강판 페인트로 희석됩니다. . 강의 17. 층 1. 바닥의 종류 다양한 건물 및 구조물 건설의 장치 및 바닥 유형은 건축법 및 규정(SNiP)에 의해 결정됩니다. 건물 및 구조물의 목적에 따라 건물 내부의 바닥은 목재, 고분자, 세라믹, 유리 및 슬래그 유리, 아스팔트, 각력암 유형 석판의 모자이크 코팅이있는 콘크리트 등 매우 다양 할 수 있습니다. Breccia는 에폭시 접착제 기반의 대리석, 화강암, 세라믹 조각으로 만든 400 x 400mm 또는 500 x 500mm 슬래브입니다. 다양한 제품을 운반하는 자동차 또는 전기 자동차가 작동하는 기업의 기계 작업장에서 아스팔트 바닥은 위에서 500개의 금속 천공 또는 골판지로 덮여 있습니까? 500mm 이하. 다양한 기업의 생산 시설에서는 특수 시멘트 모르타르를 기반으로 한 대리석 칩을 사용하여 모자이크 바닥도 설치됩니다. 이러한 바닥은 부스러기 성분의 용액을 건조시킨 후 특수 분쇄기를 사용하여 샌딩됩니다. 또한 공공 건물 및 다양한 기업의 보조 작업장에서 유리 실리카, 유리 결정체 및 슬래그 유리 세라믹 슬래브가 바닥재로 사용됩니다. 이러한 바닥은 높은 장식성, 내구성, 알칼리성 및 내산성이 특징입니다. 다양한 화학 산업의 작업장에는 내산성 및 내 알칼리성 코팅이 된 다층 바닥이 설치되어 있습니다. 바닥층은 폴리이소부틸렌 또는 특수한 특성(공격적인 환경에 대한 저항성)이 있는 고무판의 코팅이며, 상단층은 특수 용액을 사용하여 내산성 세라믹 타일을 깔았습니다. 다양한 유형의 장식용 세라믹 타일은 다양한 건물의 위생 시설, 욕실, 세탁실, 로비 및 홀의 바닥 공사에 모든 곳에서 사용됩니다. 바닥재에 세라믹 타일을 사용하면 장기 작동이 보장되고 수리 비용이 절감됩니다(작동 중 손상된 바닥 부분만 변경됨). 세라믹 타일로 만든 바닥에는 내수성, 내산성 및 알칼리성, 내마모성, 청소 용이성, 소독제 사용 가능, 다양한 패턴(장신구) 형성 등의 특성이 있습니다. 최근 몇 년 동안 리놀륨, 폴리머 타일, 합성 카페트, 셀프 레벨링 이음매 없는 폴리머 코팅 등 다양한 폴리머 코팅이 바닥 배열에 널리 사용되었습니다. 바닥의 총 부피에서 폴리머 바닥은 40%를 구성하며 공공 건물, 다양한 산업의 보조 건물, 때로는 사무실, 사무실, 아파트에 설치됩니다. 기존 건축법에 따르면 학교, 어린이 및 의료 기관, 주거용 건물에는 나무 바닥이 깔려 있습니다. 이 바닥은 마루판, 마루판 및 쪽모이 세공 제품을 사용하여 만들어집니다. 최근 몇 년 동안 쪽모이 세공 마루는 개인 건축, 사무실에서 조각 쪽모이 세공 판, 쪽모이 세공 판, 쪽모이 세공 패널 형태로 널리 사용되었습니다. 모자이크와 예술적이고 장식적인 디자인. 2. 목재 바닥재 및 제품 오랫동안 주거용 건물 건설에는 다양한 건물과 구조물, 판자 바닥이 배치되었으며 주로 참나무, 너도밤 나무, 단풍 나무, 재, 낙엽송, 가문비 나무, 소나무 등으로 만든 제품이 사용되었습니다. 나무는 허용되지 않습니다. 목공 기계가 등장하기 전에는 나무판과 블록을 간단히 조립했습니다. 그러다가 공작 기계가 발명된 후 바닥재를 밀링 가공하기 시작했습니다. 마루판 (앞면)의 꼭 맞는 부분을 위해 아래쪽 부분은 이미 1mm로 만들어졌으며 한쪽 가장자리에는 홈이 있고 다른 쪽에는 빗이 있습니다. 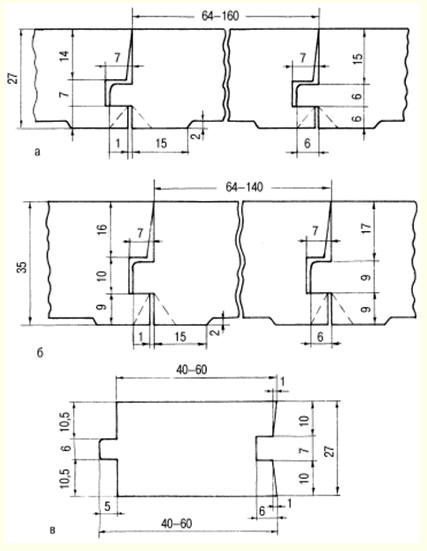 쌀. 11. 바닥재용 보드: a - DP-27; b - DP-35; c - 바 BP-27 마루판은 첫 번째, 두 번째 및 세 번째의 세 가지 유형으로 만들어집니다. 세 번째 유형의 마루판은 일반적으로 두께가 37입니까? 40mm이며 산업 건물, 스포츠 홀 및 바닥에 가해지는 하중이 증가하는 기타 건물에 나무 바닥을 놓을 때 사용됩니다. 주거용 건물에서 두께가 25인 마루판? 가로 막대 (나무)에 놓인 35mm - 크기 40의 통나무? 40mm 아니면 50?? 50mm 마루판 및 봉재를 만드는 목재는 사전에 방부제 및 소화제(난연제) 함침 처리를 하고 있으며, 또한 마루판 및 봉재(통나무)를 곤충으로부터 보호하기 위해 유독가스 훈증 처리를 하고 있습니다. 특수 가열 챔버에서 + 100 ° C의 온도 또는 매우 효과적인 준비 "Ermit"이 사용됩니다(20년 동안 목재의 생물학적 영향 및 내화성 보호 제공). 마루판과 바에는 다음 요구 사항이 적용됩니다. 습도 12? 3%, 투명 마감의 전면 표면 거칠기 - 80미크론 이상, 불투명 마감의 경우 - 200미크론 이상, 비표면 표면의 경우 - 50미크론 이상. 바닥 용 목재 재료의 회계는 입방 미터 단위로 수행되며 너비는 융기 높이를 고려하지 않고 측정됩니다. 3. 쪽모이 세공 마루 바닥재 및 제품 최근 몇 년 동안 개인 건축 (코티지, 맨션, 여름 별장) 및 운영중인 건물의 바닥 수리 주문에서 조각, 모자이크 마루, 쪽모이 세공 판, 쪽모이 세공 판의 사용이 증가했습니다. 연속 건설에서 쪽모이 세공은 작업의 높은 비용과 노동력으로 인해 거의 사용되지 않습니다. 쪽모이 세공 마루는 일반적으로 주거용 건물, 공공 건물, 산업 기업의 보조 건물에 놓여 있습니다. 블록 마루 참나무와 열대 나무(A 등급), 너도밤나무, 느릅나무, 물푸레나무, 단풍나무, 밤나무, 서어나무속, 낙엽송(B 등급) 판자입니다. 브랜드 A는 가장 높은 범주에 해당하고 브랜드 B는 첫 번째 범주에 해당합니다. 모자이크 쪽모이 세공 마루 그것은 방패 형태로 만들어지며 두 가지 유형으로 세분화됩니다 (슬랫을 받침대에 부착하는 방법에 따라). 1) P1 - 판자는 쪽모이 세공 마루 바닥 후에 제거되는 종이의 앞면에 붙어 있습니다. 2) P2 - 스트립은 뒷면이 탄성(열 및 방음) 생체 저항 재료에 접착되어 있습니다. 쪽모이 세공 마루 후 바닥 구조에 남아 있습니다. 이 유형의 쪽모이 세공 마루는 품질 범주, 목재 종 및 판자 처리에 따라 등급 A와 B로 세분됩니다. 경재로 만든 모자이크 쪽모이 세공 판자의 두께는 연목에서 8mm, 연목에서 10mm입니다. 쪽모이 세공 마루 길이 - 100mm ~ 230mm, 너비 - 20 ~ 30mm. 쪽모이 세공 마루 때로는 바닥의 디자인에 따라 세 가지 유형으로 구분되는 쪽모이 세공 마루 판으로 만들어집니다. 1) PD1 - 서로 수직으로 위치한 정사각형 또는 직사각형으로 입력된 라스의 단층 베이스 포함; 2) PD2 - 쪽모이 세공 마루 판의 세로 축 방향으로 조립 된 선반으로 만든 단층 바닥; 3) PD3 - 150개의 라스 또는 라스와 베니어가 함께 접착된 207층 베이스가 상호 수직 방향으로 놓여 있습니다. 쪽모이 세공 보드는 라스 형태의 베이스와 쪽모이 세공 판자 또는 베니어 덮개로 구성됩니다. 보드 (코팅)의 쪽모이 세공 판자의 치수는 다음과 같습니다. 길이 - 20 ~ 50mm, 너비 - 6 ~ XNUMXmm; 두께 - XNUMXmm. 쪽모이 세공 마루 장치의 경우 400에서 크기의 쪽모이 세공 보드가 자주 사용됩니다. 400mm에서 800? 800mm, 두께 22~40mm. 이 보드는 특정 패턴에 따라 쪽모이 세공 마루판이 접착된 베이스로 구성됩니다. 쪽모이 세공 마루판의 가장자리에는 은못과 연결하기 위한 홈이 있습니다. 이러한 패널의 쪽모이 세공 판자는 길이 - 100 ~ 400mm, 너비 - 20 ~ 50mm, 두께 - 6mm의 치수를 갖습니다. 최근 몇 년 동안 VIP 살롱, 사무실, 별장, 맨션, 빌라의 바닥 마감재로 예술적 쪽모이 세공 마루가 사용되었습니다. 예술적 쪽모이 세공은 두 가지 주요 방법으로 만들어집니다. "상감 세공"-색상과 질감이 다른 개별 판자에서 패턴을 수집 할 때 서로 단단히 맞습니다. "intarsia"(인레이) - 질감과 색상이 다른 다른 종의 개별 나무 조각이 나무 전면 레이어의 기본 배경에 삽입됩니다. 4. 바닥용 고분자 재료 및 제품 수십 년 동안 공공 건물의 바닥 배치에서 산업 기업의 보조 건물, 고분자 재료 및 제품이 다음과 같은 형태로 널리 사용되었습니다. 감아 진 (리놀륨, 모든 종류의 합성 바닥재), 타일, 시트, 뿐만 아니라, 매 스틱, 폴리머 시멘트 및 폴리머 콘크리트 조성물. 바닥 배치에 가장 널리 사용되는 것은 폴리염화비닐 리놀륨입니다. 구조에 따라 리놀륨은 세 가지 유형의 산업에서 생산됩니다. "MP"-인쇄 패턴이있는 투명 폴리 염화 비닐 필름의 전면 레이어가있는 다층; "M" - 다층 단색 또는 대리석 "O" - 단일 색상 또는 대리석 단층; 길이 12m, 폭 1200-1400mm, 두께 1,5mm 및 1,8mm 롤 형태. 바닥재의 경우 폴리염화비닐 리놀륨이 단열 및 방음용으로 자주 사용됩니다. 이러한 리놀륨은 연마재(예: 모래), 지방, 오일, 물 및 공격적인 화학 물질 용액에 노출되지 않는 방에 바닥을 배치하는 데 사용됩니다. 베이스의 폴리염화비닐 리놀륨은 두 개의 레이어로 구성되어 있습니다. 바닥은 열 및 방음 베이스 역할을 하는 부직포 니들 펀치 소재이고, 상단은 서로 다른 패턴 또는 단색의 투명한 전면 폴리염화비닐 필름으로 덮여 있습니다. 2층의 총 두께 - 3,6mm, 너비 - 1350mm, 롤 길이 - 12m. 산업 기업의 유틸리티 룸에 바닥을 설치할 때 고무 리놀륨 (relin)이 자주 사용됩니다. 합성 고무를 기반으로 한 고무 화합물로 만든 다층 - 패턴이있는 단색 또는 다색, 롤 길이 12m, 1000 mm 너비 이상, 3 mm 두께. 이 유형의 리놀륨은 작동 중에 수축하지 않고 위생적이며 흡음성이 증가했습니다. 건설 분야에서 반세기 이상 동안 산업 및 공공 건물 (다용도실)의 바닥을 배치 할 때, PVC 타일, 앞면이 부드럽거나 엠보싱 처리된 단색 또는 다색, 사이즈 300? 300mm 두께 1,5mm 및 2,5mm - 정사각형 또는 사다리꼴. 최근 들어 다양한 바닥재(판자, 시멘트)를 덮기 시작 합성 카펫 재료 - 보푸라기가 없고 더미가 있습니다. 사무실, 별장, 맨션의 바닥 배치에 가장 널리 사용되는 것은 합성 카펫, 파일로서, 그 하부층은 PVC 기재이고, 상부층은 합성 섬유 또는 합성 섬유와 화학 섬유의 혼합물로 만들어진 루프 파일이다. 이 코팅은 길이 12m, 폭 1,5-2m, 두께 3-5mm의 롤 형태로 생산됩니다. 수입 유사 카펫의 너비는 2, 3, 4 및 5m입니다. 수년 동안 산업 기업 건설에서 다양한 페이스트상 매스틱 고분자 재료 이음매 없는 바닥용(콘크리트 또는 철근 콘크리트 바닥). 강의 18. 건축 자재 1. 천연석재 고대부터 건축에 천연석 재료가 사용되었습니다. 주요하고 널리 사용되는 천연석 재료는 모래(산과 강), 자갈, 분필, 고령토, 쇄석, 거친 석재에 속하는 재료 나열된 재료 외에도 가공된 석재가 건축에 사용됩니다. 건물 및 구조물의 외부 및 내부 클래딩용으로 표면이 다양하게 가공된 벽, 석재, 슬래브 및 프로파일 제품과 같은 가공된 석재 및 블록. 기존 건축법 및 규정에 따르면 자연석 재료는 다음 기준에 따라 분류됩니다. 부피 밀도 - 무거운 - 부피 밀도가 1800kg / m 이상 3 가벼운 무게 - 1800kg/m 미만 3; 압축 강도 기준 - 등급: 4, 7, 10, 15, 25, 35, 50, 75, 100, 125, 150, 200, 300, 400, 500, 600, 800 및 1000 - 각각 0,4 ~ 100 MPa . 건축에서 가장 흔하고 사용되는 석재는 산과 강의 모래입니다. 건설에 덜 널리 사용되는 것은 분필 및 카올린과 같은 석재입니다. 분필은 화학적 조성이 순수한 탄산칼슘 CaCO인 퇴적암입니다. 3. 건설 및 페인트 산업에서 장석을 포함하는 암석 파괴의 산물인 카올린도 널리 사용됩니다. 카올린은 백색 점토이며 화학적으로 함수 규산알루미늄입니다. 페인팅 및 기술적 품질을 향상시키기 위해 분필이 포함된 색상에 추가되었습니다. 도로 건설 및 콘크리트 및 철근 콘크리트 제품 제조에 백운석 또는 화강암 자갈이 지속적으로 대량으로 사용되며, 이는 암석 파괴의 산물이며 작거나 비교적 큰 돌(물로 연마) 형태로 사용됩니다. 5 ~ 75,0mm 크기 범위, 2g/cm 이상의 중간 밀도 3. 서리 저항에 대한 자갈은 등급으로 나뉩니다. М알츠 15, 25, 50, 100, 150, 200, 300 쇄석은 15mm에서 150mm 크기의 불규칙한 모양의 석재 형태로 도로 건설뿐만 아니라 모 놀리 식, 조립식 콘크리트 및 철근 콘크리트 제품의 콘크리트 용 대규모 골재로 지속적으로 대량으로 사용됩니다. 깔린 돌은 자연 (잔디)이고 깔린 것입니다. 쇄석은 쇄석 공장에서 큰 암석을 부수어 얻습니다. 내한성에 따라 쇄석은 다음 등급으로 나뉩니다. M알츠 15, 25, 50, 100, 150, 200, 300 잔해석은 쇄석과 유사하게 사용됩니다-기초 건설, 콘크리트 및 철근 콘크리트 대규모 구조물 건설, 도로 부설 및 수리시 잔해 콘크리트 용 필러로 사용됩니다. 자갈 돌 조각의 크기 - 150 ~ 500mm. 서리 저항에 따라 자갈 돌은 등급으로 나뉩니다. M알츠 15, 25, 50, 100, 150, 200, 300 건축에서 다양한 석재 벽 재료는 벽돌, 석재, 작은 블록 및 슬래브와 같이 외부 및 내부 벽을 놓기위한 일반 재료와 벽 클래딩을위한 전면 재료로 구분되는 광범위하고 대량입니다. 2. 콘크리트 다양한 유형의 콘크리트 사용은 다양한 산업 및 민간 시설 건설의 중요한 부분입니다. 콘크리트는 바인더, 물, 골재 및 특수 첨가제를 일정 비율로 혼합한 콘크리트 혼합물을 성형 및 경화시켜 얻은 인조석 재료입니다. 골재의 유형에 따라 콘크리트는 밀도가 높은 골재, 특수 골재, 유기 골재에 있습니다. 벌크 밀도에 따라 콘크리트는 세분됩니다. 특히 무겁습니다 - 벌크 밀도가 2500kg / m 이상입니다. 3; 무거운 - 2000-2500 kg/m 3; 경량 - 1800-2200 kg/m 3; 가벼운 - 500-1800 kg/m 3. 경량 콘크리트는 다음 유형으로 만들어집니다. 다공성 및 인공 골재; 셀룰러 콘크리트 거친 다공성 콘크리트; 특히 가볍습니다 - 용적 밀도가 500kg/m 미만 3. 콘크리트는 다양한 크기의 콘크리트 혼합 플랜트를 사용하여 건설 현장에서 직접 준비됩니다. 다양한 콘크리트 및 철근 콘크리트 구조물의 제조를 위해 시멘트 바인더, 조밀한 크고 작은 골재에 준비된 무거운 (구조적) 콘크리트가 사용됩니다. 경량 콘크리트는 시멘트 결합제와 다공성 조골재 또는 조밀한 세골재를 사용하여 제조되며 산업, 농업 및 기타 유형의 건설에 사용됩니다. 경량 콘크리트의 경우 다음 등급과 등급이 설정됩니다. 구조용 콘크리트의 강도 등급 - B2,5; B3,5; B5…B40; 단열 콘크리트의 강도 등급 - B0,35; B0,75; 안으로 1. 경량 콘크리트에는 시멘트 바인더로 만든 아볼라이트, 유기 골재 및 화학 첨가제가 포함됩니다. 매체(액체 및 기체). 건설시 셀룰러 콘크리트가 자주 사용되며 목적에 따라 단열, 구조 단열 구조 및 특수로 나뉘며 기공 형성 유형에 따라 폭기 콘크리트와 발포체로 나뉩니다. 콘크리트. 경화 조건에 따라 셀룰러 콘크리트는 오토클레이브 및 비오토클레이브가 가능합니다. 기포 콘크리트의 경우 다음 등급과 등급이 설정됩니다. 압축 강도 등급 - B0,35; B0,75; 안으로 1; B1,5; … 안으로 20; 중간 밀도 등급 - D300, D400, D500 ... D1200. 중간 밀도용 규산염 콘크리트 등급 - D1000, D1100, D1200 ... D2400. 콘크리트 공장은 또한 +200 °C 이상의 온도에서 작동하는 제품, 구조물 및 시설을 위한 내열 콘크리트를 생산합니다. 다양한 조건, 공격적인 환경에 노출되는 제품 및 구조물의 제조를 위해 푸란, 푸란-에폭시, 요소, 아크릴 합성 수지(폴리머 콘크리트) 및 폴리머 첨가제가 포함된 액체 나트륨 또는 칼륨 유리를 기반으로 내화학성 콘크리트가 생산됩니다( 폴리머 규산염 콘크리트). 3. 모르타르 벽돌, 벽 블록 및 패널을 사용하는 건물 및 구조물 건설에는 다양한 모르타르가 사용됩니다. 벽돌 공사가 수행 될 때 벽 블록 및 패널의 설치, 시멘트 모르타르가 1 : 1에서 1 : 6까지의 조성을 갖는 시멘트 모르타르가 사용됩니다. 가장 자주 사용됨: 1 및 6:1). 1:1 또는 2:1 비율의 시멘트 모르타르는 습한 환경에서 기초 하부, 주춧돌 및 건물 외벽을 미장할 때 사용됩니다. 시멘트 모르타르 외에도 다른 유형의 모르타르도 사용됩니다. 라임, 석고 и 혼합. 모든 솔루션은 건조 상태의 평균 밀도에 따라 평균 밀도가 1500kg / m인 무거운 솔루션으로 세분됩니다.3 1500kg / m 미만의 평균 밀도와 그 이상, 그리고 가벼움 3; 마크는 한계에 따라 설정됩니다: 4, 10, 25, 50, 75, 100, 150, 200. 모르타르 브랜드와 구성 비율은 시멘트 브랜드에 따라 다릅니다. 예를 들어, 시멘트 모르타르 50 브랜드는 시멘트 M-400을 사용하여 구성이 1 : 6입니다 (시멘트 6 부 - 모래 1 부). 시멘트-석회 모르타르(혼합)는 외벽, 건물의 젖은 부분을 미장하는 데 사용됩니다. 시멘트-석회 모르타르(시멘트:석회 페이스트:모래)의 부피 부분: 1:1:1; 2:8:1; 2:11:1 및 3:15:XNUMX; 이 비율은 시멘트 브랜드에 따라 다릅니다. 석회 - 석고 모르타르는 주로 습기가없는 방의 목재 표면과 석재, 섬유판 표면을 석고하는 데 사용됩니다. 석회 모르타르는 건조한 방, 돌, 벽돌, 목재 및 어도비로 만든 구조물을 미장하는 데 사용됩니다. 용액에 첨가되는 모래의 양은 점토의 "뚱뚱함"에 따라 달라집니다. 조적 및 미장 동안 작업의 강도와 품질을 향상시키기 위해 유기 가소제 - 마이크로폼 형성제(비누 나프트, 비눗물, 비눗물 폐기물 등) 박격포의 구성에 도입됩니다. 건물의 정면과 내부 건물의 내부를 마무리하고 벽 패널과 대형 블록의 전면을 공장에서 마무리하기 위해 테라 사이트, 시멘트 모래, 석회 모래와 같은 장식용 모르타르가 사용됩니다. 원하는 디자인을 얻기 위해 장식용 석고-안료 (내광성, 내 알칼리성 및 내산성-천연 및 인공) 용 착색 첨가제가 이러한 솔루션에 도입됩니다. 철근 콘크리트 구조물의 채널을 채우기 위해 시멘트-모래 및 시멘트와 같은 소위 주입 모르타르가 사용되며 알루미노 규산염 벽돌로 만든 산업용 용광로 및 기타 열 장치를 놓기 위해 내열성 특수 내화 점토 시멘트 모르타르가 사용됩니다. . Fireclay-bauxite 모르타르는 유사한 작업에도 사용됩니다 (+1300 ~ +1350 ° C의 온도에서 작동하는 용광로 요소를 놓을 때). 이러한 내열 솔루션의 제조에서 포틀랜드 시멘트와 가소화된 포틀랜드 시멘트는 내화 점토-시멘트 모르타르의 바인더로 사용되며 모듈러스가 2,5-3인 나트륨 액체 유리는 내화 점토-보크사이트 모르타르에 사용됩니다. 4. 콘크리트용 무기골재 비금속 건축 자재, 쇄석, 다양한 산업 폐기물의 슬래그 및 모래, 다공성 천연 및 인공 재료는 콘크리트의 무기 골재로 사용됩니다. 산업폐기물(광업 및 가공)에서 나온 쇄석 및 모래는 다음과 같이 분류됩니다. 고밀도 재료. 다공성 천연 재료 화산성 응회암과 부석입니다. 굵은 골재 쇄석과 자갈, 고운 모래입니다. 슬래그 쇄석은 조립식 및 모 놀리 식 콘크리트 및 철근 콘크리트 구조물, 건물 및 구조물의 부품의 무거운 콘크리트 제조에서 큰 고밀도 골재로 사용됩니다. 강도에 따라 고밀도 야금 슬래그의 쇄석은 DR 15, DR 25, DR 35, DR 45 등급으로 나뉩니다. 경량 콘크리트(단열 및 구조) 제조 시 자갈 및 팽창 점토 모래가 골재로 사용됩니다. 이 재료는 다공성 인공 골재입니다. 팽창 점토 모래는 팽창 점토 자갈을 분쇄하여 얻습니다. 밀도에 따라 각 분획의 자갈은 250, 300, 350, 400, 450, 500 및 600 등급으로 나뉩니다. 팽창된 점토 모래는 밀도와 비율에 따라 500에서 900까지 등급이 있습니다. 구조용 및 구조용 단열 경량 콘크리트의 제조에서 쇄석(자갈)과 써모라이트 모래가 필러로 사용됩니다. 구조용 경량 콘크리트의 제조를 위해 쇄석 및 아글로포라이트 모래가 골재로 널리 사용되며, 이는 천연 광물 원료 및 산업 폐기물로 구성된 입상 충전물의 응집 결과 형성된 케이크를 분쇄하여 얻은 것입니다. 단열 및 구조용 경량 콘크리트의 제조에는 위의 다공성 인공 골재 외에도 shungizite 자갈 및 모래가 사용됩니다. 이러한 자갈은 슌자이트를 함유한 암석을 소성하여 얻고, 모래는 이 자갈을 부수어 얻는다. 벌크 밀도에 따라 각 부분의 Shungizite 자갈은 200, 250, 550 등급으로 나뉘고 위 자갈의 모래는 500-900 등급으로 나뉩니다. 건축에는 화산수를 함유한 암석을 분쇄하고 열처리하여 얻은 모래와 쇄석, 팽창 펄라이트가 오랫동안 널리 사용되어 왔다. 이 재료는 경량 콘크리트 제조에 사용되며 펄라이트 모래는 단열 백필, 석고 모르타르, 단열 및 방음재 및 제품에도 사용됩니다. 벌크 밀도에 따른 팽창 펄라이트 모래 등급 - 75에서 500까지, 쇄석 - 200에서 500까지. 260년 이상 동안 -100 ° C에서 +100 ° C까지의 단열 표면 온도에서 단열 백필로 건축에 팽창 질석과 같은 훌륭한 재료가 사용되었습니다. 소성에 의해 팽창된 질석을 얻기 위한 원료는 천연 함수 운모이다. 벌크 밀도에 따른 질석 등급 - 150, 200, XNUMX. 5. 미네랄 바인더 기반 제품 수년 동안 (XX-XXI 세기) 광물 바인더를 기반으로 한 다양한 제품이 건설에 널리 사용되었습니다. 건설 작업 생산에서 가장 일반적인 것은 석고 및 석고 콘크리트 제품입니다. 석고 보드는 건조하고 정상적인 실내 조건을 가진 건물의 칸막이 벽에 자주 사용됩니다. XNUMX세기에 널리 사용되었습니다. 이제 석고보드 시트는 건조하고 정상적인 습도 조건의 건물과 방의 벽과 칸막이를 마감 및 배열하는 데 사용되며 장식 및 흡음 제품의 제조에도 사용됩니다. 다양한 목적으로 건물에 내 하중 파티션을 설치하기 위해 석고 또는 석고 함유 바인더에 콘크리트로 만들어진 석고 콘크리트 패널이 사용됩니다. 건축의 모든 곳에서 다양한 석면 시멘트 제품이 사용됩니다. 평면 및 프로파일 시트, 슬래브 및 패널 - 벽 및 코팅, 파이프 및 부속품. 석면 시멘트로 만든 제품은 내한성, 내수성, 높은 열전도율, 쉽게 연마되고 기계 가공이 가능하며 썩지 않으며 내화성 등 많은 귀중한 특성을 가지고 있습니다. 오랫동안 포틀랜드 시멘트, 모래 및 점토의 혼합물로 만든 시멘트-모래 타일은 건축 (지붕 배치 용)에 사용되어 왔으며 현재도 사용되고 있습니다. 이러한 타일의 크기는 길이 390mm, 너비 240mm, 두께 8-10mm, 홈 깊이는 약 5mm, 서스펜션 스파이크 높이는 10mm 이상입니다. 타일의 지붕 선반에 부착하기 위해 제조시 중첩 부분에 하나의 관통 구멍이 만들어집니다. 도시에서는 보도, 조경 정원 및 보행자 경로의 조립식 포장을 설치하기 위해 대중 교통 노선의 착륙 장소, 콘크리트 포장 슬래브가 광범위하고 널리 사용됩니다. 제품. 콘크리트 포장 슬래브는 정사각형, 직사각형, 정육각형 또는 곡선 폐쇄형 형태로 만들어집니다. 미네랄 바인더를 기반으로 다양한 건축 및 건설 제품은 건물 및 구조물 요소의 외부 및 내부 클래딩을 위한 모자이크, 장식 표면이 있는 장식용 외장 슬래브 형태로 제조됩니다. 콘크리트 파사드 슬래브도 생산되며 석조 건물 및 구조물의 벽과 받침대를 마주보는 데 사용됩니다. 건설 (주로 저층)의 위의 제품 외에도 벽 콘크리트 석재는 주거, 공공, 산업 및 농업 건물의 하중지지 및 둘러싸는 구조물에 사용됩니다. 이 돌은 전신 및 중공 직육면체 형태로 만들어지며 보통이며 얼굴입니다. 후자는 도색된 전면과 도색되지 않은 전면으로 만들어집니다. 콘크리트 벽 돌은 다음 유형의 콘크리트 공장에서 생산됩니다. "SKT"-시멘트 바인더; "SKI"- 라임; "SKSH" - 슬래그에; "SKT" - 석고 바인더에. 6. 조립식 콘크리트 및 철근 콘크리트 제품 조립식 콘크리트 및 철근 콘크리트 제품의 사용은 국가 경제의 많은 부문에서 자본 건설의 기초를 형성합니다. 주택 및 토목 건축에서는 철근 콘크리트 모놀리식 기초, 벽 블록, 철근 콘크리트 바닥 패널, 계단 및 계단참, 벽 및 칸막이 패널, 창틀, 크로스바, 발코니 등 다양한 조립식 콘크리트 및 철근 콘크리트 제품이 사용됩니다. 위생 시설 블록, 난간 및 기타 제품 . 철근 콘크리트는 콘크리트(경량, 중량 등 다양한 유형)와 철근(특수강 등급 35GS-AP, A - III, A - IV 등급으로 제작)을 결합한 주요 건축 자재로, 늘어진 구역에 위치합니다. 구조 및 인장 응력 감지 압축 응력은 이러한 제품의 콘크리트로 전달됩니다. 철근 콘크리트 구조물은 모 놀리 식이며 건설 현장에서 콘크리트로 만들어집니다 (주거용 건물 건설을위한 새로운 기술에 따라 특수 거푸집 공사를 사용하여 건물의 내력 벽뿐만 아니라 모 놀리 식 철근 콘크리트 기초를 붓고 조립식으로 조립). 개별 요소(대형 패널 주택 건설의 벽 패널 또는 블록)에서 건설 현장. 산업 건설의 경우 기초 블록(FBS-4, FBS-5 등), 베개, 보, 크로스바, 조립식 콘크리트 및 철근 콘크리트 말뚝, 트러스, 아치, 크레인 빔, 계단 행진 및 플랫폼 등 운송 건설에서 철근 콘크리트 침목(목재 대신), 여객 및 화물 플랫폼의 요소, 철근 콘크리트 암거 및 파이프, 교량의 조립식 콘크리트 및 철근 콘크리트 상부 구조가 널리 사용됩니다. 사용된. 다양한 조립식 콘크리트 및 철근 콘크리트 제품이 농업 건설에 사용됩니다. 기초 블록(FBS1, FBS-2, FBS-3 등), 기초 쿠션, 현장 타설 철근 콘크리트 기초, 트러스, 파일 기둥 , 보, 바닥 패널, 벽 및 칸막이, 온실 요소, 온실, 사일로, 철근 콘크리트 트레이(L-3, L-4, L-5), 조립식 철근 콘크리트 우물의 요소. 토지 매립 시스템의 경우 이러한 조립식 콘크리트 및 철근 콘크리트 제품은 프리스트레스 피팅이 있는 압력 파이프라인용 파이프, 매끄러운 자유 흐름 파이프, 철근 콘크리트 트레이(L-4, L-5, L-6), 철근 콘크리트 링 및 덮개, 철근 콘크리트 슬래브 (개방된 관개 운하에 누워). 도시 하수도 시스템에서는 철근 콘크리트 비압력 소켓 파이프, 비압력 평활 파이프, 철근 콘크리트 링 및 덮개도 사용됩니다. 조립식 철근 콘크리트 울타리의 요소는 중요한 산업 시설(원자력 발전소, 군사 공장 및 범위 등)의 울타리를 갖추는 데 사용됩니다. 가공 전력선 및 통신을 배치 할 때 원형, 정사각형, 직사각형 등 다양한 모양의 철근 콘크리트 기둥이 널리 사용되며 동일한 제품이 철도 전기 화에도 사용됩니다. 저자: Alekseev V.S.
정원의 꽃을 솎아내는 기계
02.05.2024 고급 적외선 현미경
02.05.2024 곤충용 에어트랩
01.05.2024
▪ 기사 지역 번호가 321인 미국 지역에는 무엇이 있습니까? 자세한 답변 ▪ 기사 간단한 자동차 관리인. 무선 전자 및 전기 공학 백과사전 ▪ 기사 다이나믹 헤드 20GDS-1의 현대화. 무선 전자 및 전기 공학 백과사전
홈페이지 | 도서관 | 조항 | 사이트 맵 | 사이트 리뷰
www.diagram.com.ua |


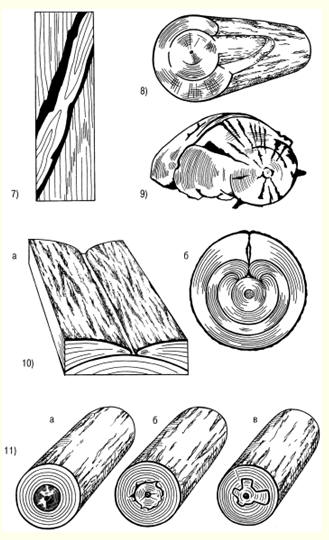
 다른 기사 보기 섹션
다른 기사 보기 섹션 