|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
라디오 전자 및 전기 공학의 백과사전 용접 변압기: 계산 및 제조
전기 아크 용접은 산업 및 일상 생활에서 금속 부품을 영구적으로 연결하는 가장 일반적인 방법입니다. 120년 전에 등장한 높은 제조 가능성으로 인해 거의 모든 곳에서 다른 용접 방법을 대체했습니다. 오늘날 전기 아크 용접기는 가정 작업장 장비 또는 소유자의 꿈에서 없어서는 안될 부분입니다. 이 기사는 용접 변압기를 계산하고 제조하는 방법을 설명하고 그러한 장치 전체의 유능한 설계 및 제조에 필요한 정보를 제공합니다. 전기 아크는 1802년 St. Petersburg Medical and Surgical Academy의 물리학 교수인 Vasily Vladimirovich Petrov에 의해 발견되었습니다. 1803년에 이 현상을 설명하면서 V. V. Petrov는 조명과 금속 용해 모두에 대한 실제 적용 가능성을 지적했습니다. 그러나 불과 80년 후인 1882년에 재능 있는 러시아 발명가 Nikolai Nikolaevich Benardos는 금속의 전기 아크 용접에 산업적으로 적합한 방법을 개발했습니다. Benardos 방법(그림 1)에 따르면 용접 솔기(4)는 탄소 또는 텅스텐 전극(3)과 결합할 부품(1) 사이에서 타는 전기 아크(2)에서 용가재 금속 막대(5)를 녹여 형성됩니다.
얼마 후인 1888년에 Nikolai Gavrilovich Slavyanov는 다른 용접 방법을 개발했습니다(그림 2). 이 경우, 솔기(5)가 형성되는 코어(2)의 용융 금속으로부터 연결된 부품(4)과 전극 사이에서 전기 아크가 연소된다.보호 코팅(코팅) 재료의 연소 및 증발 중에 방출되는 가스 전극의 3개는 용융물을 산화로부터 보호하고 아크를 보다 안정적으로 만듭니다. 코팅된 용접 전극의 첫 번째 디자인은 N. N. Benardos에 의해 만들어졌습니다. 현대적인 외관은 1911년 스웨덴 엔지니어 Kelberg가 디자인했습니다.
단순성과 제조 가능성으로 인해 MMA로 약칭되는 이 수동 용접 방법이 가장 널리 보급되었습니다. 용접은 직류 및 교류로 수행되며 첫 번째 경우 두 가지 옵션이 가능합니다. 제품에 연결된 용접 전류 소스의 플러스 (정극성) 또는 용접 전극 (역 극성). 용접 전극이 설계된 극성은 여권 데이터에 표시되어야 합니다. 대부분의 경우 그 반대가 사용됩니다. 수중 아크 용접의 아이디어는 N. G. Slavyanov에도 속합니다. 그러나 미국 회사 "Linde"는 1936 년에만 용접 중에 녹는 분말 물질 층 아래에서 강철을 용접하는 방법에 대한 특허를 받았습니다. 소련에서는 유사한 기술이 1938-1940 년에 개발되어 생산에 도입되었습니다. 우크라이나 SSR 과학 아카데미의 전기 용접 연구소(현재 Evgeny Oskarovich Paton의 이름을 따서 명명됨). 위대한 애국 전쟁 중에 장갑차의 대량 생산을 가능하게 한 것은 바로이 방법이었습니다. 미국에서 제3차 세계 대전 중에 비소모성 텅스텐(TIG) 및 소모성(MIG) 전극을 사용하여 아르곤 또는 헬륨 제트에서 금속을 자동 용접하는 방법이 개발되었습니다. 후자의 옵션은 그림 6에 개략적으로 표시되어 있습니다. 1. 아크 2은 용접할 부품 3과 와이어 4 사이에서 연소되며, 와이어 5는 녹으면서 가이드 7를 따라 롤 XNUMX의 도움으로 용접 장소로 공급됩니다. 노즐 XNUMX를 통해 들어가는 불활성 가스 용접 영역을 감싸고 용융된 용접 금속(XNUMX)을 산화로부터 보호합니다.
1952년 K. V. Lyubavsky와 N. M. Novozhilov는 이산화탄소 환경에서 소모성 전극으로 용접할 수 있는 특수 조성의 합금 전극 와이어를 발명했습니다. 오늘날 자동차 서비스에서 널리 사용되는 방법은 바로 이 방법(약어 MAG가 지정됨)입니다. 전기 아크 용접 방법에 대해 어느 정도 이해했다면 이온화 가스 환경에서 에너지가 공급되는 전극 사이의 강력한 장기 방전인 전기 아크의 특성에 대해 알아봅시다. 그 발생 과정은 양극과 음극의 두 전극의 접근과 접촉으로 시작되며, 이 경우 용접되는 공작물 중 하나입니다. 그런 다음 전극이 분리되고 전기 회로를 여는 순간 전극 사이에서 스파크가 점프하여 전극 간 공간의 가스를 이온화합니다. 가스 갭의 전기적 파괴에 충분히 높은 전압을 전극에 잠깐 가하면 XNUMX차 단락 없이도 가스를 이온화할 수 있습니다. 초기 이온화로 인해 형성된 "전도 채널"에서 전자는 전기장의 작용에 따라 음극에서 양극으로 이동하여 상당한 속도를 나타냅니다. 중성 가스 원자와 충돌하여 새로운 전자를 제거하여 이온화를 지원합니다. 이것은 많은 양의 열 방출을 동반합니다. 결과적으로 5000...7000°C로 가열된 아크 컬럼의 물질은 플라즈마 상태로 전환됩니다. 양극에 도달하는 전자는 양극에 에너지를 제공합니다. 여기에서 강하게 가열된 "양극 반점"이 형성됩니다. 양성 플라스마 이온은 음극 쪽으로 이동하여 에너지를 제공하여 소위 "음극 지점"을 형성합니다. 일반적으로 전류의 전자 부품은 아크에서 우세하며 그 결과 음극보다 양극에서 더 많은 열이 발생합니다. 양극은 에너지의 43%를 차지하고 음극은 에너지의 36%를 차지하며 나머지는 아크 기둥에서 소산되는 것으로 여겨집니다. 아크의 존재에 필요한 조건은 이온 충격에 의해 유지되는 음극의 고온이며, 이로 인해 아크 기둥의 가스를 이온화하는 전자 방출이 발생합니다. 무화과에. 그림 4(곡선 1)는 직경 1mm(단면적 약 3mm7)의 용접 전극에 대한 전기 아크[2]의 일반적인 정적 전류-전압 특성을 보여줍니다.
특성상 하강 (전극의 전류 밀도가 12A / mm2 미만), 수평 및 상승 (전류 밀도 - 80A / mm2 이상) 섹션이 구별됩니다. 직류로 용접할 때 이 곡선과 전원의 부하 특성(곡선 2)의 교점이 수평 단면에 있어야 합니다. 아크에 떨어지는 전압 UD는 주로 매체의 가스 구성에 따라 달라지며 용접 전류 lCB에는 매우 약합니다. 실제 적용하기에 충분한 정확도로 실험식에 의해 계산됩니다. Ud \u0,05d Ur + 18 Isv, 여기서 Ur \u14d 공기의 경우 11V, 이산화탄소의 경우 XNUMXV, 후자와 아르곤의 혼합물의 경우 XNUMXV입니다. 저(산업용) 주파수 교류 회로에 아크가 포함되어 있으면 동작점이 특성의 아래쪽 및 수평 부분을 따라 계속 이동합니다. 각 반주기가 끝날 때 전류가 멈추기 때문에 아크가 꺼집니다. 그러나 다음 반주기에서 냉각할 시간이 없었던 금속 부분에서 전자의 열 방출과 일정 시간 동안 지속되는 가스 갭의 잔류 이온화로 인해 전압이 인가되자마자 아크가 다시 나타납니다. 전극 사이는 점화 전압이라는 값에 도달합니다. AC 아크의 안정적인 연소를 위해서는 특정 조치가 필요합니다. 예를 들어, 이온화 포텐셜이 낮은 물질이 첨가된 코팅 구성에 특수 전극이 사용됩니다. 아크 안정성은 용접 소스의 개방 회로 전압이 증가함에 따라 향상됩니다(부하가 꺼진 상태에서 측정됨). 그러나이 매개 변수는 서비스 직원의 안전 요구 사항에 따라 제한되며 GOST 95-77E에 따라 80V를 초과해서는 안됩니다. 전원의 상대적으로 낮은 개방 회로 전압에서 안정적인 아크를 얻기 위해 일반적으로 허용되는 방법은 유도 리액턴스를 용접 회로와 직렬로 연결하는 것입니다. 그 결과 전류와 전압 사이의 위상 변이가 발생합니다. 아크가 나가는 전류의 제로 순시 값은 아크를 다시 발화시키는 최대 전압에 해당합니다. 이 경우 개방 회로 전압이 60 ~ 65V 인 소스로 충분하며 인덕턴스를 변경하여 용접 전류를 조정할 수 있습니다. 전기 아크에 의해 녹은 전극의 금속은 아크의 베이스에서 용접될 가공물의 표면에 형성된 액체 금속 풀에 방울[2]로 들어갑니다(이 장소를 일반적으로 분화구라고 함). 공정은 전극 끝에 용융 금속 층을 형성하는 것으로 시작됩니다. 금속이 축적됨에 따라 방울로 모이고 결국에는 아크 갭을 연결합니다. 이 순간 용접 회로의 단락이 발생하고 전류가 급격히 증가합니다. 그 결과 전자기력이 방울을 깨고 방울과 전극 끝 사이에 새로운 아크가 나타납니다. 방울은 가속과 함께 분화구로 떨어지고 스플래쉬 형태의 금속 일부가 용접 영역에서 배출됩니다. 해머와 끌로만 제거할 수 있는 솔기 주위에 지나치게 많은 수의 얼어붙은 금속 방울이 나타나는 이유는 종종 용접 전원의 부하 특성의 형태에 있습니다(출력 전압에 대한 의존성). 부하 전류). 수동 용접의 경우 단락 전류 |kz가 정격 용접 전류 Icv를 3배 이하로 초과하도록 이러한 특성이 필요합니다[XNUMX]. 수동과 달리 차폐 가스 환경에서 반자동 용접은 아크의 정적 전류-전압 특성의 상승 구간 시작에 해당하는 더 높은 전류 밀도로 수행됩니다. 용접 프로세스의 자체 조절을 위해 여기에서 엄격한 부하 특성이 필요합니다(그림 3의 곡선 4). 비전문 수동 전기 용접에서는 주로 교류 전원이 사용됩니다. 이것은 용접의 품질이 직류로 얻을 수 있는 것보다 열등하지만 후자의 단순성과 저렴함 때문입니다. 10~15년 전만 해도 업계에서는 전기 아크 용접용 가정용 기기를 거의 생산하지 않았습니다. 이제 상황이 바뀌었고 국내 사용 매개 변수 측면에서 매우 적합한 시장에 꽤 많은 장치가 있습니다. 그러나 그들의 가격은 여전히 많은 사람들의 손이 닿지 않는 수준입니다. 따라서 이전과 마찬가지로 아마추어 디자이너는 자신의 손으로 기술의 기적을 시도하고 있습니다. 수동 용접에 대한 실용적인 기술을 가지고 있는 그들 중 많은 사람들이 용접 전원에 대한 요구 사항에 대해 전혀 모릅니다. 결과적으로 즉석 재료로 "눈으로"만든 장치는 필요한 용접 품질을 제공하지 못하고 작동시 안전하지 않습니다. AC 용접 소스의 주요 어셈블리는 일반적으로 단상 용접 변압기입니다. 그것의 도움으로 주전원 전압이 용접에 필요한 값으로 낮아지고 동시에 용접 회로가 주전원에서 분리됩니다. 계산에 사용된 변압기[4]의 등가 회로는 Fig. 5.
변압비 n은 권선 w1/w2의 권수비(이하, 지수 1 및 2는 각각 1차 권선 및 2차 권선을 의미함); U1, U2 - 권선의 전압; r1, r2 - 활성 저항 Rm - 자기 회로의 손실 저항; Lm은 권선에 공통인 자속과 관련된 자화 인덕턴스입니다. LXNUMXs, LXNUMXs - 각 권선의 자속 일부가 다른 권선과 상호 작용하지 않고 공간에서 소산된다는 사실에서 발생하는 누설 인덕턴스. 등가 회로를 사용하여 개방 회로 전압 및 단락 전류와 같은 중요한 양에 대한 변압기의 특정 매개변수의 영향을 평가할 수 있습니다. 자기 회로의 구성에 따라 중앙 코어에 권선이 있는 외장형 변압기(그림 6, a)와 하나 또는 두 개의 코어에 권선이 있는 막대형 변압기(그림 6, b)가 구별됩니다. 막대형 변압기는 효율성이 향상되고 권선 냉각 조건이 개선되는 것이 특징입니다. 후자는 증가된 전류 밀도를 설정하여 권선의 소비를 줄이는 것을 가능하게 합니다. 따라서 드물게 예외를 제외하고 용접 변압기는 막대형으로 만들어집니다. 자기 회로는 일반적으로 두께가 0,35 ~ 0,5mm인 전기(변압기) 강판으로 구성됩니다.
변압기 권선은 원통형 및 디스크입니다. 원통형 (그림 7, a)은 다른 하나 위에 감겨 있습니다. 그들 사이의 거리는 최소이며 1 차 권선의 거의 전체 자속이 2 차 권선과 상호 작용합니다. 따라서 누설 인덕턴스 LXNUMXs 및 LXNUMXs는 작고 단락 전류는 권선의 활성 저항에 의해서만 제한되며 작동 저항보다 몇 배 더 큽니다. 앞서 언급했듯이 이러한 부하 특성을 가진 변압기는 수동 용접에 적합하지 않습니다. 밸러스트 저항기(가감 저항기) 또는 초크로 보완해야 합니다.
이러한 요소는 용접 소스의 크기와 무게를 크게 증가시키고 불가피한 에너지 손실로 인해 효율성이 저하됩니다. 디스크 권선이 있는 변압기(그림 7, b)에서 1차 권선 자속의 상당 부분이 2차 권선을 우회합니다. 결과적으로 용접 회로에 직렬로 연결된 누설 인덕턴스 LXNUMXs 및 LXNUMXs는 이전의 경우보다 커지고 이들의 리액턴스는 XNUMX차 권선의 단락 전류에 큰 영향을 미칩니다. 이미 언급했듯이 용접 회로의 인덕턴스 존재는 안정적인 아크 연소에도 유리합니다. 따라서 디스크 권선 변압기는 수동 AC 용접에 가장 적합합니다. 때로는 권선을 움직일 수 있게 만들고 그 사이의 거리를 변경하여 누설 인덕턴스와 용접 전류를 조절합니다. 용접 변압기의 특성은 부하가 일정하지 않다는 것입니다. 일반적으로 실제 용접과 휴지로 구성된 사이클에서 부하 작업 시간의 비율은 60%를 초과하지 않는 것으로 간주됩니다. 가정용 용접 변압기의 경우 훨씬 더 작은 값인 20%를 사용하여 열 체계를 크게 저하시키지 않고 변압기 권선의 전류 밀도를 높이고 자기 창 영역을 줄일 수 있습니다. 권선을 수용하는 데 필요한 회로. 최대 150A의 용접 전류에서 구리 권선의 전류 밀도는 알루미늄에서 8A/mm2 - 5A/mm2로 간주됩니다[5]. 주어진 전력에 대해 변압기의 크기와 무게는 자기 회로의 유도가 선택한 재료에 대한 최대 허용 값에 도달하면 최소화됩니다. 그러나 아마추어 디자이너는 알려지지 않은 브랜드의 전기 강판을 다루기 때문에 일반적으로이 값을 모릅니다. 놀라움을 피하기 위해 유도는 일반적으로 과소 평가되어 변압기 크기가 부당하게 증가합니다. 아래 절차를 사용하여 사용 가능한 변압기 강철의 자기 특성을 결정할 수 있습니다. 단면이 5 ... 10 cm2 인 "실험용"자기 회로가이 강철 (그림 8의 치수 a 및 b의 제품)과 단면이있는 연질 절연 전선 50 ... 100 회전으로 조립됩니다. 1,5 ... 2,5 중 하나가 코어 .2 mm2 중 하나에 감겨 있습니다. 추가 계산을 위해 공식 lav \u2d 3,14h + XNUMXc + XNUMXa를 사용하여 자기장 선의 평균 길이를 찾고 권선 robm의 활성 저항을 측정해야 합니다.
또한, 도 9에 도시된 구성에 따르면 1, 테스트 설정을 조립합니다. T1 - LATR(laboratory adjustable autotransformer); L2 - "실험용" 자기 회로의 권선. 강압 변압기 T63의 전체 전력은 최소 8V-A이고 변환 비율은 10 ... XNUMX입니다.
전압을 점차적으로 증가시키면서 자기장 강도 H, A / m에 대한 자기 회로 V, Tl의 유도 의존성을 그림에 표시된 것과 유사하게 만듭니다. 10, 다음 공식에 따라 이러한 수량을 계산합니다.
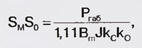
여기서 U와 I는 전압계 PV1, V 및 전류계 PA1, A의 판독 값입니다. F - 주파수, Hz; S - "실험용" 자기 코어의 단면적, cm2; w는 권선의 회전 수입니다. 얻어진 그래프로부터 그림과 같이 포화유도 Bs, 최대유도 Bm, 교류자계의 최대강도 Hm을 구한다. 예를 들어 개방 회로 전압 Uxx = 220V이고 최대 용접 전류 Imax = 50A인 경우 65V, 150Hz의 AC 네트워크에서 작동하도록 설계된 용접 변압기를 계산해 보겠습니다. 전체 변압기 전력 Pgab=Uxx Imax = 65 150=9750VA. 잘 알려진 공식에 따르면 자기 회로 SM의 단면적과 창 면적의 곱을 결정합니다.
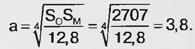
여기서 J는 권선의 전류 밀도, A/mm2입니다. ks=0,95 - 강철로 된 자기 회로 섹션의 충전 계수; Ko=0,33...0,4 - 구리(알루미늄)로 창을 채우는 비율. Bm=1.42 T라고 가정하고 6.5차 권선은 구리선으로, 2차 권선은 알루미늄으로 감습니다(전류 밀도 J=XNUMXA/mmXNUMX의 평균값을 취함). SMSo=9750/(1,11·1,42·6,5·0,37·0,95)= = 2707 см4. 로드 변압기의 경우 다음 크기 비율이 권장됩니다[6](그림 8 참조): b/a-2; c/a=1,6; h/a=2,5...5. h/a=4를 선택하면 크기 a, cm를 계산합니다.
a=40mm라고 가정하면 자기 회로의 나머지 치수는 다음과 같습니다. b=2a=80mm; c=1,6a=32mm; h=4a=160mm. 그러한 자기 회로 Ev \u2,22d 10-XNUMX에서 변압기 권선의 한 회전의 EMF-4Bmabkc=2,22 10-41,42 3200 0,95 = 0,958 V. 2차 권선의 권수 w65=Uxx/Ev=0,958/68=2. 150차 권선의 단면 S5=Imax/J=30/2=5mm2(J=1A/mm1, 220차 권선이 알루미늄이므로). 0,958차 권선의 권수 w230=U1/EB=2/1=150. 68차 권선의 최대 전류 I230max=lmax·w44,35/w1=1-44,35/8=5,54 A. 2차 권선의 동선 단면 SXNUMX=lXNUMXM/J=XNUMX/XNUMX=XNUMX mmXNUMX. 막대형 변압기의 115차 권선과 2,65차 권선은 일반적으로 두 개의 동일한 부분으로 나누어 자기 회로의 두 코어에 배치합니다. 230차 권선의 각 직렬 연결 부분은 직경이 1,88mm 이상인 와이어를 XNUMX회 감아줍니다. XNUMX차 코일의 부품을 병렬로 연결해야 하는 경우 각 부품에는 직경이 XNUMXmm 이상인 절반 단면의 와이어가 XNUMX회 감겨 있어야 합니다. 마찬가지로 두 부분과 XNUMX차 권선으로 나뉩니다. 권선을 원통형으로 만드는 경우 변압기의 하강 부하 특성을 얻으려면 저항이 0,2 ... 0,4 Ohm 인 저항을 직경이 3 이상인 니크롬 와이어에서 7 차와 직렬로 연결해야합니다. mm. 디스크 권선이 있는 변압기의 경우 이 저항기가 필요하지 않습니다. 불행히도 이러한 변압기의 누설 인덕턴스를 정확하게 계산하는 것은 거의 불가능합니다. 인근 금속 물체의 위치에 따라 달라지기 때문입니다. 실제로 계산은 제작된 샘플을 테스트한 결과에 따라 변압기의 권선 및 구조 데이터를 조정하여 연속 근사화하는 방법으로 수행됩니다. 자세한 기술은 [XNUMX]에서 찾을 수 있습니다. 아마추어 조건에서는 (전류를 조정하기 위해) 움직일 수 있는 권선이 있는 변압기를 제조하기가 어렵습니다. 여러 고정 전류 값을 얻기 위해 탭으로 XNUMX차 권선을 만듭니다. 보다 정확한 조정 (전류 감소 방향)은 일종의 인덕턴스 코일을 회로에 추가하여 용접 케이블을 베이에 배치하여 수행됩니다. 계산 된 변압기의 제조를 진행하기 전에 필요한 기술 격차, 프레임이 만들어지는 재료의 두께 및 기타를 고려하여 권선이 자기 회로 창에 배치되는지 확인하는 것이 좋습니다. 요인. 치수 c 및 h(그림 8 참조)는 권선의 각 층이 선택한 와이어의 정수 권수에 맞도록 "조정"되어야 하며, 층 수도 정수이거나 그보다 약간 적습니다. 가장 가까운 정수. 층간 및 권선간 절연을 위한 공간이 제공되어야 합니다. 가장 성공적인 변형은 첫 번째 시도에서 항상 얻어지는 것은 아니며 종종 자기 회로 창의 너비와 높이를 반복적으로 상당히 크게 조정해야 합니다. 원통형 와인딩을 설계할 때 섹션의 크기를 최적으로 선택해야 합니다. 일반적으로 두꺼운 와이어로 감긴 XNUMX차 권선에는 XNUMX차 권선보다 더 많은 공간이 있습니다. 120 및 150A의 두 가지 용접 전류 값에 대한 변압기 설계 스케치가 그림에 나와 있습니다. 11 및 그 포함 회로 - 무화과. 12.
더 작은 전류는 XNUMX차 권선의 더 많은 권수에 해당합니다. 실수가 아닙니다. 권선 전압은 권선 수에 비례하고 누설 인덕턴스는 수의 제곱에 비례하여 증가하는 것으로 알려져 있습니다. 결과적으로 전류가 감소합니다. 권선은 두께 2mm의 유리 섬유 시트로 만든 두 개의 프레임에 배치됩니다. 각 프레임의 1,5차 권선과 2차 권선 부분은 동일한 재질의 절연 뺨으로 분리됩니다. 자기 회로용 프레임의 구멍은 후자의 단면보다 XNUMX ~ XNUMXmm 더 넓고 깁니다. 이것은 조립 문제를 제거합니다. 프레임의 변형을 방지하기 위해 와인딩 중에 나무 맨드릴에 단단히 고정됩니다. 230차 권선은 서로 다른 프레임에 위치하고 병렬로 연결된 두 개의 섹션(I' 및 I")으로 구성됩니다. 각 섹션은 직경 2mm의 PEV-1,9 와이어를 2,7회 감습니다. 직경 115mm, 섹션에서 0,5 회 감길 수 있지만 직렬로 연결해야합니다.다음 와이어를 감기 전에 각 와이어 레이어는 나무 망치로 가볍게 치고 함침 바니시로 칠해야합니다. 1 ~ XNUMXmm 두께의 중간층 단열재, 합판(전기 판지)이 적합합니다. 30차 권선의 경우 저자는 단면적이 2mm5(6x20mm)인 알루미늄 버스를 사용했습니다. 단면적은 거의 같지만 크기가 다른 버스바가 있는 경우 권선을 수용하기 위해 카카스 섹션의 너비를 약간 변경해야 합니다. 감기 전에 벗겨진 모선은 미리 0,7mm 너비의 스트립으로 자른 키퍼 테이프 또는 얇은 면직물로 단단히 감아야 합니다. 절연 두께 - XNUMXmm 이하 섹션 II' 및 II"는 각각 34회, 섹션 III' 및 III"는 각각 8회 회전합니다. 버스는 넓은 면이 자기 코어를 향하도록 두 개의 레이어로 프레임에 놓입니다. 각 층은 나무 망치의 가벼운 타격으로 압축되고 함침 바니시로 자유롭게 번집니다. 제조된 코일은 건조되어야 합니다. 온도와 건조 기간은 함침 바니시의 브랜드에 따라 다릅니다. 변압기의 자기 코어는 두께 0,35mm의 냉간 압연 변압기 강판으로 조립됩니다. 거의 검은색에 가까운 열연강판과 달리 냉연강판의 표면은 하얗다. 변압기 변전소에 설치된 고장난 변압기의 자기 회로에서 강판을 사용할 수 있습니다. 위에서 설명한 방법에 따라 강철을 테스트하는 것이 바람직합니다. 경험적으로 얻은 최대 유도 값 Bm이 계산에서 채택된 값(1,42T)과 크게 다른 경우 후자를 반복해야 하며 변압기 제조 시 결과를 고려해야 합니다. 강판은 폭 40mm의 스트립으로 압연 방향으로 절단되고 길이 108mm 및 186mm의 플레이트로 절단됩니다. 버는 미세한 노치가 있는 파일 또는 파일로 제거됩니다. 자기 회로는 플레이트 조인트에서 가능한 가장 작은 간격으로 "vpe-lid"로 조립됩니다. 완성된 변압기는 알루미늄과 같은 비자성 재료로 만든 보호 케이스에 넣습니다. 케이싱에 통풍구를 만들어야 합니다. 변압기는 단면적이 220mm6 이상인 구리 전원 도체가 있는 케이블과 변압기의 자기 회로 및 보호 케이스에 연결된 접지선으로 2V 네트워크에 연결됩니다. 메인 소켓은 63핀(세 번째 핀은 접지됨)이어야 하며 정격 전류는 최소 XNUMXA입니다. 8 차 권선의 결론은 변압기 보호 케이스에 장착 된 내열 유전체 패널에 장착 된 직경 10 ~ 16mm의 나사산 황동 스터드에 단단히 연결됩니다. 단면적이 25 ... 2 mmXNUMX인 연질 구리선이 용접 와이어로 적합합니다. 용접 전극(기성품이 없는 경우)은 예를 들어 [8]의 권장 사항을 사용하여 독립적으로 만들 수 있습니다. 연강에서 직경 2 ~ 6mm의 와이어가 300 ~ 400mm 길이의 직선 세그먼트로 나뉩니다. 코팅은 500g의 분필과 190g의 액체 유리로 준비되며 물 한 컵으로 희석됩니다. 이 양은 100-200개의 전극에 충분합니다. 준비된 와이어 조각을 거의 전체 길이 동안 코팅에 담그고 약 20mm 길이의 끝만 덮지 않고 제거하고 20 ... 30 ° C의 온도에서 건조시킵니다. 이러한 전극은 교류 및 직류 용접에 적합합니다. 물론 그것들은 산업적 방식으로 생산된 것들에 대한 일시적인 대안으로만 사용될 수 있습니다. 책임 있는 작업에 사용해서는 안 됩니다. 문학
저자: V.Volodin, 오데사, 우크라이나
곤충용 에어트랩
01.05.2024 지구 자기장에 대한 우주 쓰레기의 위협
01.05.2024 벌크 물질의 고형화
30.04.2024
▪ RAK811은 사물 인터넷을 위한 저렴한 LoRa 모듈입니다.
▪ 사이트 통화 및 오디오 시뮬레이터 섹션. 기사 선택 ▪ 기사 한국에는 몇 개의 성이 있습니까? 자세한 답변 ▪ 기사 전화 개선. 무선 전자 및 전기 공학 백과사전 ▪ 기사 변전소 및 설치 변환. 범위, 정의. 무선 전자 및 전기 공학 백과사전
홈페이지 | 도서관 | 조항 | 사이트 맵 | 사이트 리뷰
www.diagram.com.ua |














 이 기사에 대한 의견을 남겨주세요:
이 기사에 대한 의견을 남겨주세요: